

เสียงดังของคลัตช์—การสั่นหรือสั่นไหวอย่างเป็นจังหวะเมื่อมีการเชื่อมต่อ มักเกิดจากความไม่สม่ำเสมอบนผิวแรงเสียดทานของเฟลียวีล เช่น การบิดเบี้ยว การขูดขีด หรือจุดร้อนจากความร้อน ซึ่งส่งผลให้การสัมผัสระหว่างเฟลียวีลและจานคลัตช์ไม่สม่ำเสมอ ทำให้เกิดการกระจายแรงกดที่ไม่เท่ากันและการสั่นสะเทือน สาเหตุทั่วไปรวมถึง:
ความเครียดจากความร้อน : การลื่นของคลัตช์ซ้ำๆ สร้างความร้อนจนทำให้ผิวเฟลียวีลบิดเบี้ยว
การสึกหรอแบบขูดขีด : สิ่งปนเปื้อน เช่น ฝุ่นหรืออนุภาคโลหะฝังตัวอยู่บนผิวแรงเสียดทาน สร้างร่องลึก
การเจียรไม่ถูกต้อง : เทคนิคการขัดผิวที่ไม่มีประสิทธิภาพทิ้งความหยาบหรือการลบวัสดุที่ไม่สม่ำเสมอไว้
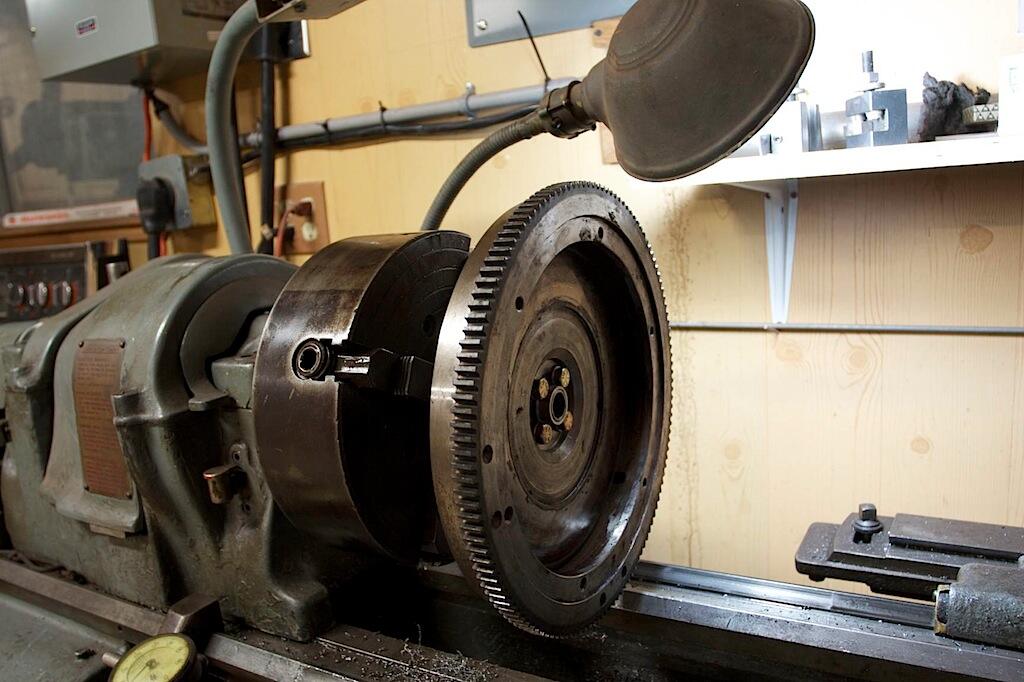
เครื่องมือตัดเพชรของ HTL แก้ไขปัญหาเหล่านี้โดยการฟื้นฟูเฟลียวีลให้มีผิวเงาเหมือนกระจก ช่วยให้คลัตช์ทำงานเชื่อมต่ออย่างสม่ำเสมอและกำจัดเสียงดัง
การฟื้นฟื้นผิวเฟืองหลักแบบดั้งเดิมพึ่งพาหินขัดหรือเครื่องกลึงด้วยมือ ซึ่งมีข้อจำกัดอย่างมาก:
| สาเหตุ | วิธีแบบดั้งเดิม | HTL Diamond Cutting |
|---|---|---|
| ความเรียบของผิว (Ra) | 1.6–3.2 ไมครอน (เสี่ยงต่อการเกิดร่องเล็ก) | ≤0.4 µm (ลื่นเป็นพิเศษ เหมาะสำหรับจานคลัตช์) |
| ความแม่นยำ | ±0.1 มม. (เสี่ยงต่อผิวที่ไม่สม่ำเสมอ) | ±0.01 มม. (ความแม่นยำแบบนำทางด้วยเลเซอร์) |
| ความเร็ว | 2–3 ชั่วโมงต่อเฟืองหลัก | 30–45 นาที (กระบวนการอัตโนมัติ) |
| อายุการใช้งานของเครื่องมือ | เปลี่ยนบ่อยเนื่องจากสึกหรอ | เครื่องมือเคลือบด้วยเพชรใช้งานได้นานขึ้น 10 เท่า |
เครื่องตัดเพชรของ HTL ใช้ Adaptive Toolpaths และ การลดแรงสั่นสะเทือนแบบเรียลไทม์ เพื่อกำจัดเสียงรบกวนระหว่างการกลึง เป็นการพัฒนาสำคัญเหนือกว่าวิธีเก่าๆ
เทคโนโลยีของ HTL รวมเอาวิศวกรรมระดับอุตสาหกรรมการบินกับระบบอัตโนมัติที่ใช้งานง่าย:
การสแกนผิวหน้า : เครื่องสแกนเลเซอร์ 3D สร้างแผนที่ความผิดรูปและความสึกหรอของเฟืองบิน
การปรับเครื่องมือแบบไดนามิก : เครื่องจะปรับความลึกของการตัดและอัตราความเร็วในเวลาจริงเพื่อชดเชยความไม่สม่ำเสมอ
การควบคุมแรงสั่น : ระบบการดämpนั่นที่ใช้งานอยู่ลดแรงสั่นสะเทือนระหว่างการกลึง ป้องกันความเสียหายของผิวงานในขั้นตอนต่อไป
การขัดเงาครั้งสุดท้าย : การขัดผิวด้วยปลายเพชรทำให้ได้ผิวงานเรียบ Ra ≤ 0.4 µm ซึ่งมีความสำคัญสำหรับการทำงานของคลัตช์ที่ลื่นไหล
1. ตรวจสอบและทำความสะอาด
ตรวจสอบรอยร้าวหรือการบิดเบี้ยวมากเกินไป (ความอดทนสูงสุด: 0.05 มม. ในระยะยาว 150 มม.)
กำจัดไขมันและสิ่งสกปรกออกจากเฟืองบินโดยใช้สารล้างไขมัน
2. ติดตั้งบนเครื่อง HTL
ยึดเฟืองบินโดยใช้ระบบยึดด้วยแรงดูดของ HTL เพื่อลดการโค้งตัว
3. การทำผิวอัตโนมัติ
เครื่องลบวัสดุออกทีละ 0.05 มม. โดยเน้นพื้นที่ที่สึกหรอมากกว่า
กระแสน้ำหล่อเย็นป้องกันการสะสมของความร้อน รักษาความสมบูรณ์ของโครงสร้างโลหะ
4. การตรวจสอบหลังการกลึง
ใช้เครื่องวัดผิวเพื่อยืนยันว่า Ra ≤ 0.4 ไมครอน และความขนานภายใน ±0.01 มม.
5. ประกอบกลับและทดสอบ
ติดตั้งเฟืองเหินและชุดคลัตช์ จากนั้นทดสอบบนถนนเพื่อให้แน่ใจว่าไม่มีเสียงดังหรือสั่นสะเทือน
อู่ซ่อมรถรายงานปัญหาเสียงดังของคลัตช์ในรถบรรทุก 40% หลังวิ่งครบ 200,000 กม. หลังจากใช้วิธีตัดเพชรของ HTL:
ปัญหาเสียงดังลดลงเหลือ 2% ภายใน 12 เดือน
อายุการใช้งานของคลัตช์เพิ่มขึ้น 30% เนื่องจากการสึกหรอของพื้นผิวเสียดทานลดลง
ต้นทุนแรงงานลดลง 50% ต่อการซ่อมแซมเฟืองบิน
ความสมบูรณ์ของวัสดุ : การตัดด้วยเพชรมีความร้อนน้อยกว่า หลีกเลี่ยงการแข็งตัวของผิวหน้า
ประสิทธิภาพ : กระบวนการอัตโนมัติลดข้อผิดพลาดของมนุษย์และเวลาหยุดทำงาน
ความยั่งยืน : อายุการใช้งานเครื่องมือที่ยาวนานกว่าและการลดของเสียสอดคล้องกับแนวทางการอนุรักษ์สิ่งแวดล้อม
การทำผิวใหม่ของเฟืองบินไม่ใช่แค่การซ่อมแซม มันคือการอัพเกรดประสิทธิภาพ เครื่องมือตัดเพชรของ HTL กำจัดปัญหาเสียงดังจากคลัตช์ เพิ่มอายุการใช้งานของชิ้นส่วน และกำหนดมาตรฐานใหม่สำหรับความแม่นยำในการประมวลผลรถยนต์
อัพเกรดห้องปฏิบัติการของคุณด้วยระบบตัดเพชรของ HTL [ติดต่อเรา] เพื่อคำปรึกษาหรือทดลองใช้งานฟรี!
คำถาม: สามารถซ่อมจานบินที่โค้งงออย่างรุนแรงได้หรือไม่?
คำตอบ: ได้ หากการลบวัสดุอยู่ในขีดจำกัดของผู้ผลิต (โดยทั่วไป ≤1.0 มม. รวม)
คำถาม: ควรทำการขัดผิวจานบินบ่อยแค่ไหน?
คำตอบ: ในระหว่างการเปลี่ยนคลัตช์ หรือหากเกิดอาการสั่นสะท้าน
คำถาม: การขัดผิวส่งผลกระทบต่อสมดุลของจานบินหรือไม่?
คำตอบ: เครื่องของ HTL มีการตรวจสอบสมดุลด้วยระบบดิจิทัลเพื่อให้มั่นใจว่าอยู่ในเกณฑ์ ±1 g·cm
ด้วยการผสานเทคโนโลยีการตัดเพชร ห้องปฏิบัติการสามารถเปลี่ยนการซ่อมแซมคลัตช์จากค่าใช้จ่ายที่เกิดซ้ำๆ เป็นความได้เปรียบในการแข่งขัน 🚗🔧✨

บริษัท Hangzhou Hongtu Machinery Co., Ltd: ผู้บุกเบิกในอุตสาหกรรมยานยนต์ จัดหาเครื่องมือคุณภาพสูงสำหรับงานซ่อมรถยนต์ทั่วโลกตั้งแต่ปี 2013
12 ครัวเรือน, กลุ่มที่ 13, หมู่บ้านจั้วเป่ย, เหอโจว, เจ้อเจียง, ประเทศจีน
ลิขสิทธิ์ © บริษัท Hangzhou Hongtu Machinery Equipment Co., Ltd. สงวนสิทธิ์ทั้งหมด - นโยบายความเป็นส่วนตัว


