

Klasekling – en rytmisk risting eller vibrasjon under inngripen – oppstår ofte av ujevnheter på flyhjulets friksjonsflate. Disse ufullkomlighetene, som forvrining, skrapping eller termiske varmeområder, forstyrrer den jevne kontakten mellom flyhjulet og klasedisken, noe som fører til ujevn trykkfordeling og vibrasjoner. Vanlige årsaker inkluderer:
Termisk stress : Gjentatt klaseslippering genererer varme, som forvringer flyhjulets overflate.
Abrassivt slitasje : Forurensninger som jord eller metallpartikler setter seg fast i friksjonsflaten, og lager groover.
Ufeilaktig maskinering : Understandard omvendelsesmetoder lar micro-roughness eller ujevn materialefjerning stå igjen.
HTLs diamantskjæringsverktøy løser disse problemene ved å gjenopprette flyhjulet til et speilslikt sluttførsel, og sikrer jevn klaseinngripen og fjerner ekling.
Tradisjonell flyhjulsoverflatering baserer seg på kvelsteiner eller manuelle skraper, som har betydelige begrensninger:
| Fabrikk | Tradisjonelle Metoder | HTL Diamantskjæring |
|---|---|---|
| Overflatefullending (Ra) | 1.6–3.2 µm (er følsom for mikro-groover) | ≤0.4 µm (ultra-smått, ideelt for klemmedisser) |
| Presisjon | ±0.1 mm (risiko for ujevne overflater) | ±0.01 mm (laservet nøyaktighet) |
| Hastighet | 2–3 timer per flyhjul | 30–45 minutter (automatisert prosess) |
| Verktøyets Livstid | Ofte erstatning grunnet ausling | Verktøy med diamantbeklædning varer 10x lenger |
HTL’s diamantskårende maskiner bruker adaptive Verktøybaner og vibrasjonsdemping i sanntid for å eliminere chattering under bearbeiding, et kritisk fremgang mot eldre metoder.
HTL’s teknologi kombinerer rymfartsnivås ingeniørvirksomhet med brukervennlig automasjon:
Overflateopp scanning en 3D-laseroppmåler kartlegger flyhjulet sin forvrining og slitasjemønstre.
Dynamisk verktøyjustering maskinen justerer skåringdybde og fart i sanntid for å kompensere for ujevnheter.
Vibrasjonskontroll : Aktive dempingsystemer undertrykker bearbeidningsvibrasjoner, forhindrer sekundær overflatebeskadelegning.
Sluttlig Poleringsprosess : En diamantspissig avsluttende gjennomgang oppnår en overflate med Ra ≤ 0.4 µm, kritisk for glad kløterfunksjon.
1. Inspect og Rense
Sjekk etter sprakk eller alvorlig krølning (maks tolleranse: 0.05 mm over en lengde på 150 mm).
Fjerne olje og skrald ved å degrase flyhjulet.
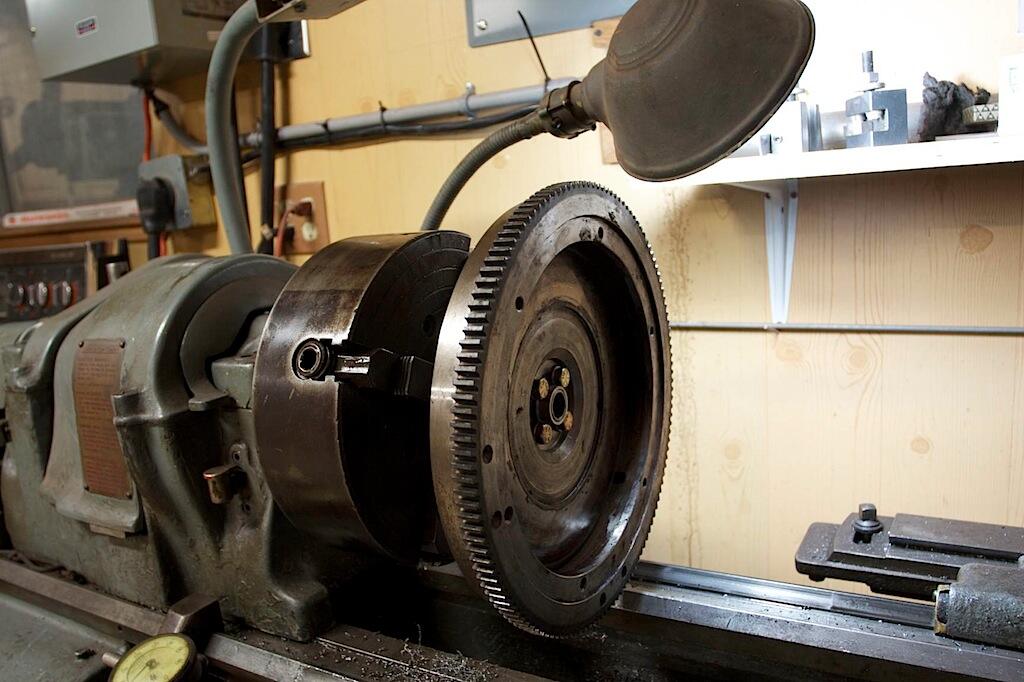
2. Monter på HTL Maskin
Sikre flyhjulet ved å bruke HTL's vakuumfeste system for å minimere fleks.
3. Automatisert Gjenoppretting
Maskinen fjerner materiale i 0.05 mm steg, med fokus på områder med høy utslitt.
Kjølevannsjetters forhindrer varmeakkumulering, og bevarer metallurgisk integritet.
4. Efterbearbeidingssjekk
Bruk en overflateprofilometer for å bekrefte at Ra ≤ 0,4 µm og parallelitet innenfor 0,01 mm.
5. Montér sammen og test
Installer flyhjulet og koppelsamlingen, deretter utfør veitesting uten chattering.
Et flåtemedvetsverksted rapporterte koppelchattering i 40% av lastebilene etter 200,000 km. Etter at de adopterte HTL’s diamantboring:
Chattergen oppnådde et nivå på 2% innen 12 måneder.
Koppelens levetid økte med 30% grunnet redusert friksjonsflateruting.
Arbeidskostnadene sank med 50% per flyhjulreparasjon.
Materialeintegritet : Diamantskåring produserer mindre varme, unngår overflatehårdning.
Effektivitet : Automatiserte prosesser reduserer menneskelig feil og nedetid.
Bærekraft : Lengre verktøysliv og redusert avfall samsvarer med miljøvennlige praksiser.
Flyhjuloversfatesrensning er ikke bare en reparasjon – det er en ytelsesoppgradering. HTLs diamantskåringssystemer eliminerer klempeklingsten, forlenger komponentens levetid og setter en ny standard for nøyaktighet innen automobilskjæring.
Oppgrader verkstedet ditt med HTLs diamantskåringssystemer. [Kontakt Oss] for en gratis konsultasjon eller demo!
Q: Kan sterkt skjevne flyhjul reddes?
A: Ja, hvis materialefjerne holdes innenfor fabrikksspesifikasjoner (typisk ≤1,0 mm totalt).
Q: Hvor ofte bør flyhjul jernes på nytt?
A: Under koppelsbytting eller hvis det oppstår vibrasjonsproblemer.
Q: Virker jerning på nytt på balansen til flyhjulet?
A: HTL sine maskiner inkluderer dynamiske balansekontroller for å sikre ±1 g·cm nøyaktighet.
Ved å integrere diamanthuggteknologi kan verksteder transformere koppeldelerpar fra en gjentakende kostnad til et konkurransedyktig fordel. 🚗🔧✨

Hangzhou Hongtu Machinery Co., Ltd: Pionerer innen bilbransjen, leverer høykvalitetsverktøy for globale bilreparasjonsoppgaver siden 2013.
12 Husholdninger, Gruppe 13, Zhabei-byen, Hangzhou, Zhejiang, Kina
Opphavsrett © Hangzhou Hongtu Machinery Equipment Co., Ltd. Alle rettigheter forbeholdt - Personvernpolicy


