

Motorkjerner utsattes for uavbrutt vibrering, varmekykler og vridningslast. Med tiden kan disse strekkene slite trådene i boltskull – spesielt i aluminiumskjerner eller høybelastede områder som toppbulter og hovedkjernedekk. En eneste slitten tråd svikter feste Kraften, noe som fører til bolteløsing , oljelekking , eller til og med katastrofal komponentfeil (f.eks., toppgummietsperring). Mens tradisjonell om-tapping gir en rask løsning, HTL’s Helicoil innsetningskit gir en sterkere, mer varig løsning ved å forsterke tråder med nøyaktig utformet innsetninger.
Å re-trykke ut strippede hull til en større størrelse er en vanlig, men feilaktig tilnærming:
Sviktet blokk : Fjerne materiale reduserer hullenes lastevilkår.
Ulik passende utstyr : Krever ikke-standard boltninger, noe som kompliserer fremtidige reparasjoner.
Kort levetid : Re-trykte tråder striper ofte igjen under høy tørring.
HTL’s Helicoil-sett løser disse problemene ved å:
Legge til ståltråder : Innsettinger er 2–3x sterkeere enn aluminium eller gjutjern.
Bevaring av OEM-boltstørrelser : Ingen behov for å øke boltstørrelse eller bore større hull.
Fordeling av last : Helicoil sine spolede design spreder kraft jevnt, reduserer lokal stress.
| Fabrikk | Tradisjonell Re-Tapping | HTL Helicoil Kitter |
|---|---|---|
| Trådstyrke | 60–70% av opprinnelig styrke | 100–120% av opprinnelig styrke |
| Installasjonstid | 20–30 minutter (risiko for kryssføring) | 15–20 minutter (veiledet verktøy) |
| Momentbevaring | 40–50 Nm (utsatt for å løsne) | 60–80 Nm (OEM-spesifikasjon) |
| Lang levetid | 1–2 år (gjennomsnittlig) | 10+ år (labbetestet) |
1. Vurder skaden
Rens hullet med oppløser og undersøk etter sprakk eller overdreven slitasje.
Bruk en trådsmåler for å bekrefte den opprinnelige størrelsen (f.eks., M10x1.5).
2. Bore ut de skade trådene
Fest blokken og bore med HTL’s veiledende borebushing for å sikre vinkelrett justering.
Eksempel: For M10x1.5, bore til 10.5 mm diameter.
3. Tråder nye tråder
Bruk HTL’s fløyless tap (forhånds-lubriferet) for å skjære tråder for Helicoil-setningen.
Reverser tappen ofte for å fjerne metallskiver.
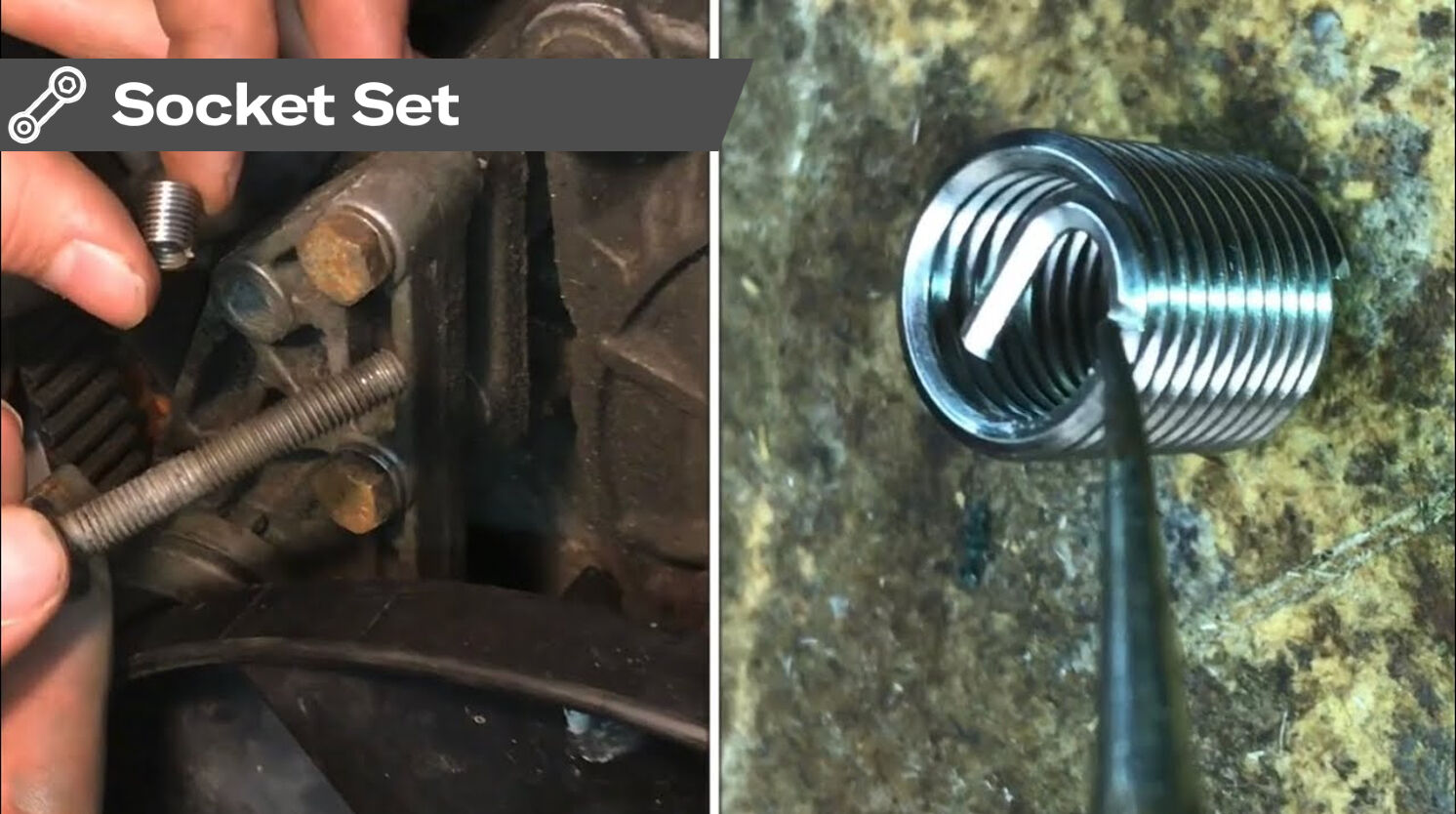
4. Installer Helicoil-forsinket
Forsinken på HTL's monteringsverktøy og snu det inn i hullet til det ligger flat.
Bryt av monteringsarmen med en slåstang.
5. Verifiser og samle opp igjen
Test med den opprinnelige bolden for å sikre glad threading.
Bruk trådlokator for kritiske applikasjoner (f.eks., hodestudier).

Materialvitenskap stainless steel-forsinker motstår korrosjon og galling.
Lastfordeling : Spiral design imiterer fjærspenning, og absorberer vibrationer.
Garantioverholdelse : Oppfyller OEM-reparasjonsstandarder (f.eks., SAE J476).
Hopp over justeringsguider : Skrått borede hull svakter reparasjonen.
Overdreving av innsettinger : Bruk en momentnøkkel for å forhindre at spolen deformeres.
Ignorer trådforberedelse : Smerte eller olje i hullene reduserer adhesjon til innsettingen.
En lastebilsskog møtte gjentakende feil i hodeboler i deres motorene på 500,000 km. Etter å ha byttet til HTL’s Helicoil-kits:
Feilrate sank fra 25% til 2% etter reparasjon.
Arbeidskostnader redusert med 40% grunnet raskere installasjoner.
Salgverdi økt siden reparasjonene møtte OEM-sertifiseringsstandarder.
Utslitt tråder må ikke nødvendigvis bety at man kaster en blokk. Med HTL’s Helicoil-kits kan du gjenopprette – og til og med forbedre – trådintegriteten, slik at motoren din klare de tøffeste forholdene.
Utstyrr ditt verksted med HTL’s bransjeledende løsninger for trådreparasjon. [Bestill en prøvekit] eller bli med på vår neste live-trainingsøvelse!
Q: Kan Helicoil-innleggene klare ekstrem varme?
A: Ja—rostfrie stål innleggene kan tåle temperaturer opp til 900°C, ideelt for utslippsmanifolder.
Q: Er Helicoil-reparasjoner synlige etter installasjon?
A: Nei, innleggene ligger jevnt med blokkflaten.
Q: Hvor mange ganger kan et hull repareres?
A: En gang med Helicoil. Videre skade krever større innlegg eller velding.
Ved å beherske Helicoil-teknologien, vil du omgjøre strippede hoder til ukrangelige reparasjoner—en tråd om gangen. 🚗🔧💪

Hangzhou Hongtu Machinery Co., Ltd: Pionerer innen bilbransjen, leverer høykvalitetsverktøy for globale bilreparasjonsoppgaver siden 2013.
12 Husholdninger, Gruppe 13, Zhabei-byen, Hangzhou, Zhejiang, Kina
Opphavsrett © Hangzhou Hongtu Machinery Equipment Co., Ltd. Alle rettigheter forbeholdt - Personvernpolicy


