

ອຸປະກອນລະ conditioning ອາກາດ
 EN
EN
ອຸປະກອນລະ conditioning ອາກາດ

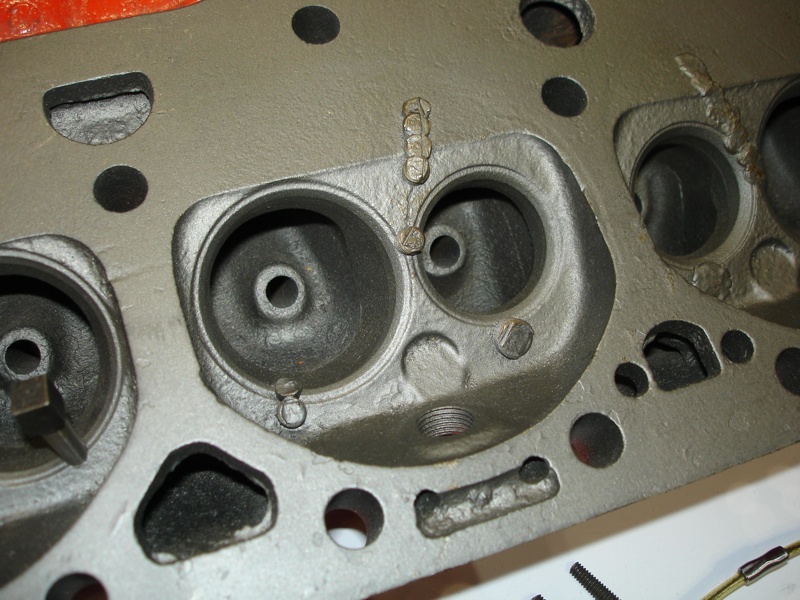
ເຄື່ອງຍັງຕ້ອງເຂົ້າກັບການປ່ຽນແປງອຸນຫະພູມ, ອິງຄະພາບຈາກການເຄື່ອນໄຫວ, ແລະການເສີມ, ເຮັດໃຫ້ເຄື່ອງຍັງຫຼາຍຂົມໃນເຂດທີ່ສຳຄັນ, ເຊັ່ນແຜນylinder, water jackets, ຫຼື main bearing webs. Traditional welding repairs ບໍ່ສຳເລັດເນື່ອງຈາກ ການປ່ຽນແປງຈາກຄວາມຮ້ອນ , ອິງຄະພາບທີ່ເຫຼົາ , ຫຼືບໍ່ສາມາດກຳນົດກັບ cast iron/aluminum alloys. Cold metal stitching ສະແດງຄຳຕອບທີ່ບໍ່ມີຄວາມຮ້ອນ, ແລະຖືກຕ້ອງໂດຍການລ็ອກຂົມໂດຍໃຊ້ insert ທີ່ມີຄວາມປະຈຸບັນ, ບັນທຶກຄວາມສົມບູນຂອງເຄື່ອງຍັງໂດຍບໍ່ສັນຍາກັບສາກົນຂອງມັນ.
ເຄື່ອງຍັງທີ່ຫຼາຍຂົມບໍ່ແມ່ນພຽງແຕ່ການຫຼິ້ນ-ມັນແມ່ນເວລາທີ່ເປັນເວລາ. ຖ້າບໍ່ໄດ້ແທນ, ຂົມສາມາດ:
ນ້ຳມັນຖືກປະເທດ : ນ້ຳຄົນລົງໃນທາງນ້ຳມັນສົ່ງຜິດຕໍ່ການ윤ນາງ.
ແຮງແຈ້ຍໂບຣອງສິລິນເດີ : ການແຜ່ຫມາຍຂອງຄວາມຮ້ອນບໍ່ເທົ່າກັນເຮັດໃຫ້ພິສະຕັນບໍ່ແຈ້ຍກັນ.
ເຮັດໃຫ້ເກີດຜິດພາດຫຼາຍຫຼາຍ : ຄວາມຫຼາຍຂອງເສັ້ນຫຼາຍໄປໃນສະຖານະທີ່ເຂົ້າ, ເຮັດໃຫ້ເຄື່ອງຈັກຫຼຸດລົງທັງໝົດ.
ສະຖານທີ່ຫຼາຍທີ່ສຸດ:
ແຈ້ຍສິລິນ (ກ່ຽວກັບຫ້ອງກຳເນີດ).
ຫຼັກສິ້ນຄວາມຮ້ອນ (ຫຼັກສິ້ນຄວາມຮ້ອນທີ່ເປັນຫົວໜ້າ).
ເວັບເຊື້ອມຕໍ່ຫຼັກສິ້ນ (ຫຼັກສິ້ນຈາກຄວາມເຈັບຈາກຄວາມພໍ່ຍ)

button ທີ່ປະສົມພາບຂອງ HTL ກຳລັງປະສານວັດຖຸທີ່ມີຄຸນພາບຂອງອາກາດ ແລະ ການລູກສະໝຸດຈາກການເຊື່ອມໂຍທີ່ຈະກູ້ຄືນຄວາມແຂ່ງແຂງຂອງໂຄງການ:
ກີ້ຍລູກສະໝຸດທີ່ເປັນຫຼັງ : ສິ່ງເຫຼົ່ານີ້ແມ່ນການແມ່ນຈາກ nickel ຂອງສູງ, ການເຫຼົ້າການແຂ່ມແລະການແຜ່ນຟັງ stress.
ປິນທີ່ມີເສັ້ນແຍງ : ການເຂົ້າໃນຫົວໜ້າທີ່ໄດ້ຖືກເຂົ້າໃນຫົວໜ້າທີ່ໄດ້ຖືກເຂົ້າໃນຫົວໜ້າທີ່ໄດ້ຖືກເຂົ້າໃນຫົວໜ້າ along the ການແຂ່ມ path, ເຂົາ
ການປະສານ Sealant : high-temp epoxy ກຳລັງຕັ້ງແຕ່ micro-gaps, ຕໍາຫຼັງ coolant/ ເຄື່ອງນ້ຳ-ຕິດ seals.
ການແຂ່ມທີ່ບໍ່ມີຄວາມປະກົດ : No heat means no risk of warping or metallurgical changes.

1. ຄວາມເປັນໄປຂອງສ່ຽງຫຼາຍ
ລ້າງບлокໃຫ້ສິ່ງທີ່ສົ່ງຜ່ານ, ອອຍ, ແລະຂົາມາດ.
ໃຊ້ dye penetrant ເພື່ອສົ່ງຜ່ານສ່ຽງຫຼາຍທັງໝົດ.
2. ການເຮັດແລະການເປີດຫໍ່
ເຮັດຫໍ່ທີ່ສົ່ງຜ່ານສ່ຽງຫຼາຍ (3–5 mm spacing).
Tap threads for stitching pins (e.g., M6 or M8).
3. ນຳເຂົ້າStitching Pins
ສົ່ງເຂົ້າpinsໃນຫໍ່ທີ່ຖືກເປີດ, ການປ່ຽນແປງຂ້າງເພື່ອປິດສ່ຽງຫຼາຍ.
ຕັດປິ້ນໃຫ້ສາມາດກັບພື້ນທີ່ຂອງເລກ.
4. ທຳການຕິດຕັ້ງກະລຸນາກີ
ແມ່ນຊໍາຫຼຸດຜ່ານເຄື່ອງຍນຍົກແລະກູ້ໄວ້ໃນກະລຸນາກີທີ່ມີຮູບແບບໂຕມີ HTL ກັບຫຍື້ມິການຂັບຂຶ້ນ.
ເປັນກະລຸນາກີເພື່ອຂາຍແລະລ็ອກພວກເຂົາໃນທີ່.
5. ສັງຄົມແລະສຳເລັດ
ແລະປະເທດ HTL's epoxy ອຸນຫະພູມສູງ ເພື່ອສັງຄົມชໍາຫຼຸດທີ່ເຫຼົາ.
ເຄື່ອງຈັກຫລືແຫຼັບພື້ນທີ່ເພື່ອຫຼັງສູ້ສຳເລັດ.
| ປັດຈຳ | Welding ຕົວແທນ | ການເຊື່ອມ泠HTL |
|---|---|---|
| ຜົນປະທັງຂອງความร້ອນ | ສູງ (ມີຄວາມສ່ຽງຈະຫຼິ້ນ/ເຄື່ອຍ) | ບໍ່ມີ (ການประมวลຜົນ泠) |
| ຄວາມເຂົ້າກັນໄດ້ຢ່າງແທ້ຈິງ | ຕຸງແທນ (ບັນຫາເหลັກສິ້ນ/ເອຟີນີຝັມ) | ສາມາດໃຊ້ໄດ້ທຸກລຸ້ມ |
| ຄວາມຖິ່ນແຫັງຂອງການ脩ແປງ | 1-3 ປີ (ມັກຈະລົ້ມເຫຼວທີ່ຮ່າງຮົບ) | 10+ ປີ (ທີ່ໄດ້ຖືກສຶກສາໃນຫ້ອງລັບ) |
| ຄວາມຮູ້ທີ່ຕ້ອງການ | ຂັ້ນສູງ (ວັນນິກທີ່ໄດ້ຮັບການສັນຍານ) | ກາງ (ມີຄຳແນະນຳ) |
ການອ່ານຄ່າຍາວຂອງເສັ້ນແຫຼກຜິດ : ການທົດສອບດ້ວຍສີແມ່ນສຳຄັນເພື່ອເປີດເຜີຍເສຍໄດ້ທີ່ໜູນ.
ການລົງລະຫວ່າງປິ້ນ : ລຳດັບປິ້ນຊຸດເສັ້ນตรงອ້າງໃຫ້ການສັງຄົມອ້າງອ່ອນ.
ການລົງຄວາມສັກສີຂອງສີປັນ : ການຮັບການແປງເມື່ອເຮັດເວລາສັ້ນເກີນໄປແມ່ນຈະເຮັດໃຫ້ມີນ້ຳຫຼີນ.
ເອົາຕົວເລືອກທີ່ບໍ່ສາມາດແທນທີ່ໄດ້ : ສຳເລັດສຳລັບເຄື່ອງຝູ້ສະຫຼາດ, ມື້ແກ້ວ, ຫຼືເຄື່ອງຝູ້ແບບແປງ.
ປະສິດທິພາບດ້ານຄ່າໃຊ້ຈ່າຍ : ການແປງມີຄ່າ用30-50% ເປັນນ้อยກວ່າການແທນຕົວ.
ເປັນມິດກັບສິ່ງແວດລ້ອມ : ລຳເສັງຂยะໂດຍການຊ້າງໃຊ້ອີກຄັ້ງ.
ການຫຼຸມຫຼາຍຂອງຮ້າງເຄື່ອງບໍ່ຕ້ອງຫມາຍເຖິງສິ້ນສຸດ. ກັບກິດຈະການແສງອຸ່ນຂອງ HTL, ອ້າງສູນສາມາດສ่งສິ້ງແສງທີ່ປຸງໄປ່ນ, ບໍ່ມີຄວາມຮ້ອນ, ທີ່ສາມາດຕ້ອງກັບສະຖານການທີ່ເຂັ້ນແຫຼວດີໆ—ກັບຄືນຄວາມເກົ່າແລະຄວາມປະຕິບັດ.
ອຸປະກອນສາຂາຂອງທ່ານດ້ວຍເทັກນິໂຄງແສງອຸ່ນຂອງ HTL. [ຂໍ້້ອຍຄິດ] ຫຼືເຂົ້າຮ່ວມໂປຣແກຣມການສຶກສາການແສງທີ່ໄດ້ຮັບການຢືນຢັນ!
Q: ການແສງອຸ່ນສາມາດແສງເຫຼືອງ Cylinder Head Cracks ຫຼືບໍ່?
A: ກັບ, ກິດຈະການມີອັດເປັດສໍາລັບ Heads, Manifolds, ແລະ Gearboxes.
Q: ຄວາມລົ້ມສຸງສຸດທີ່ສາມາດແສງໄດ້ແມ່ນຫຼາຍເທົ່າໃດ?
A: ສູງສຸດ 75% ຂອງຄວາມລົ້ມຂອງຮ້າງ (ຫຼຸມຫຼາຍສຸດສາມາດຕ້ອງການການແຂ່ງ).
Q: ມີການແມັດຫຼັງການແສງແລ້ວບໍ່?
A: ອາ- ການແມັດພື້ນສັງເສີງຄວາມປິດປ່ອງ.
ກັບວິທະຍາການເຊື່ອມແຫ່ງຂອງ HTL, ເລື່ອງປາກໃດໆທີ່ສຸ່ມຈະເປັນຄຳຖະແຫຼງຕໍ່ຄວາມແຂງແຮງ. 🚗🔧💥

Hangzhou Hongtu Machinery Co.,Ltd: Pioneers in the automotive industry, supplying high-quality tools for global auto repair tasks since 2013.
ອຸປະກອນລະ conditioning ອາກາດ
12 ບ່ອນເຮົາ, ກຸ່ມ 13, ເມືອງ Zhabei, ເມືອງ Hangzhou, ແຂວງ Zhejiang, ສາທາລະນະລັດຊິນຫຼາnger
Copyright © Hangzhou Hongtu Machinery Equipment Co., Ltd. All Rights Reserved - ນະໂຍບາຍຄວາມເປັນສ່ວນຕົວ
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 SR
SR
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 CY
CY
 IS
IS
 LO
LO
 NE
NE
 SO
SO
 ZU
ZU
 UZ
UZ
 KU
KU


