

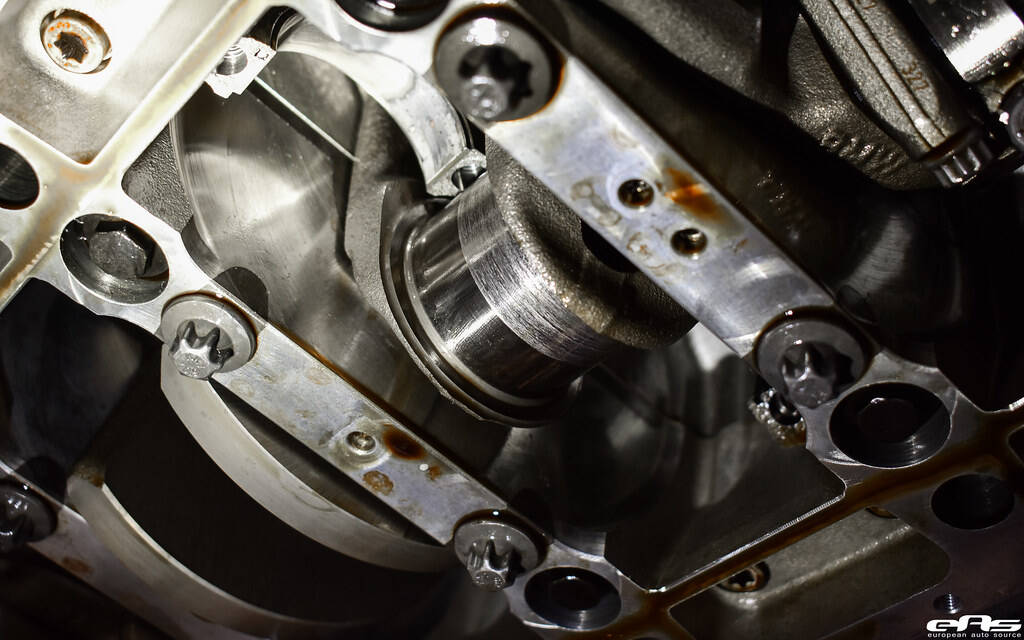
Võltsi järgud on sinu mootori pöörduva kokkupaneku elujooned, edastades võimsust pistonitest liiklustikule. Siiski võivad isegi väiksed kraapmed või kraapmised järgude pinnal häiritada öölai filmi moodustumist, mis võib viia vedelikute aususele , öölai surve langemisele , ja katastroofilisele veerese katkestus . Kahjustatud võltsi asendamine on kulukas, kuid arenenud poliitustingimused - nagu HTL nano-poliituaberkonnad - võivad taastada järgude pinna originaalselgejuhtlusega, vältides täielikku asendamist.
Päevikute kraadimised loovad mikroskoopilisi ridu, mis lähevad öölafim läbi ja avaldavad kranksöögu ja veeretel olemasolevat metall-metalli kontakti. See käivitab ahela reaktsiooni:
Oliovajade kraadimised hoidvad äratükkideid, blokeerides öölajuhid ja vähendades öölemisefektiivsust.
Suureneb triib rohked pinnad toodavad üleliigset sooja, kiirendades veere liitmete ausuurse kulumist.
Veerese katkestus tugevad märgid võivad siduda veered päevikutele, lukustades kranksöögu.
Tavalised põhjused päeviku kahjustamiseks:
Saastunud ööl (metalltükid, riide).
Vigane kokkupanek (kraadimised tööriistadest või äratükkidest).
Ülekuumamine külmekemete või öli süsteemi tõrgete tõttu.
Tavalised meetodid, nagu liivakangased või riivikerrerad, jätavad sageli mittekonstantse lõigu. HTL kivid ühendavad diamaantisisestatud kivijad ja mikro-polüveerimislihid saavutada alam-mikroonilise pindelihvust (Ra ≤ 0,1 µm). Peamised eelised:
Mitte-eemaldusprotsess : Polüveerib ilma ajaveereteha mõõtmete muutmata jätmata.
Adaptiivsed kivijad : Sobi kuivsuurus (200–3,000) sügavate kraadide või lõplikult peegellõigu jaoks.
Kandev kujundus : Töötab mootoriga või püramal, vähendades töötamatu aega.
1. Kontrolli ja puhasta
Tõmba kranksöök välja ja puhasta telgid dissolvi abil.
Mõõda telgi läbimõõt ja mitteümmargus mikromeetriga (piir: ≤0,02 mm).
2. Vali riivkuju
Sügavate kriimude (0,05 mm) puhul: Alustage 200 teravusastmega abrasiivribadega.
Hõbeda polüüriks: Minna edasi 1,500–3,000 riivkuju.
3. Polüüri HTL'i tööriistaga
Pakka abraasiivne rait ümber telgkonna ja ühenda see HTL'i värsklustööriistaga.
Käita riistu 300–500 TPÜ kiirusega, liigutades seda külge, et luua ristikud.
Kontrolli edenemist iga 2–3 minutiga pindu profiilimeetritega.
4. Lõppjärg
Pane nanoosakestega poliivpast mikrokiudule.
Polii telgkonnad käejuures ringliikumisega, kuni need on peegelselgeks.
5. Kokkupanemine ja test
Puhasta telgkonnad täielikult ära, et eemaldada abraasiivne jääk.
Aseta vedelad tagasi ja testimine öölavastus (eesmärk: 40–60 PSI töötlemata kiirusel).
Mõõdmete vahelejätmine telgkondade poliimine mõõtmete kontrollimata kaotab riskeeritava suuruse ületamise.
Ülepoliireerimine : Ülemäärane materjali eemaldamine nõrgendab jadaid.
Õlikanalite ignoreerimine : Blokeeritud kanalid põhjustavad korduvaid katkesid – tühjenda alati kompresorilooga.
Taastab õli kinnipidamise : Risthatch möödud hoiavad õlit parema lihmistuse tagamiseks.
Võtab ära külmepiirkonnad : Väljavoolavad pinnad vähendavad lihimuutu põhjustatud soojust.
Kulutõhus : Säästab 60–80% võrreldes kraanatsu asendamisega.
Öli filtratsioon : Kasutage 10-mikrooni filtreid, et püstitada saastikuid.
Regulaarsed kontrollid : Kontrollige jurnale öli vahetamisel varasesi ausumise märgiandeid.
Õige sissekasumine : Pärast lihvimist, käivitage mootor erinevatel TPÜ-del, et istuda vedruud.
Kranki jurnaalid ei pea olema katsetuks. HTL abraasiivsete setidega võib isegi tugevalt kraatitud pinnad päästa, taastades mootori jõudlust ja vältides kallseid asendusi.
K: Suudab lihvimine parandada termiliselt värskunenud jurnaale?
V: Jah, kuid tugev jäädumine ülekuulamisest võib nõuda riivimist.
Q: Mitu korda saab ajakirja puuvillata?
A: Kuni 3 korda, kui mõõdud jäävad OEM tolerantsidesse.
Q: Mõjutab puuvillamine kraanide tasakaalu?
A: Ei—materjali eemaldamine on vähim (≤0,001 mm).

Hangzhou Hongtu Machinery Co., Ltd: Ettevõte, mis on pionieerid autotööstuses, pakub kvaliteetseid tööriistu globaalsele autoremonti jaoks alates 2013. aastast.
12 kodudes, rühm 13, Zhabei küla, Hangzhou, Zhejiang, Hiina
Autoriõigus © Hangzhou Hongtu Masinavara Co., Ltd. Kõik õigused kaitstud - Privaatsuspoliitika


