

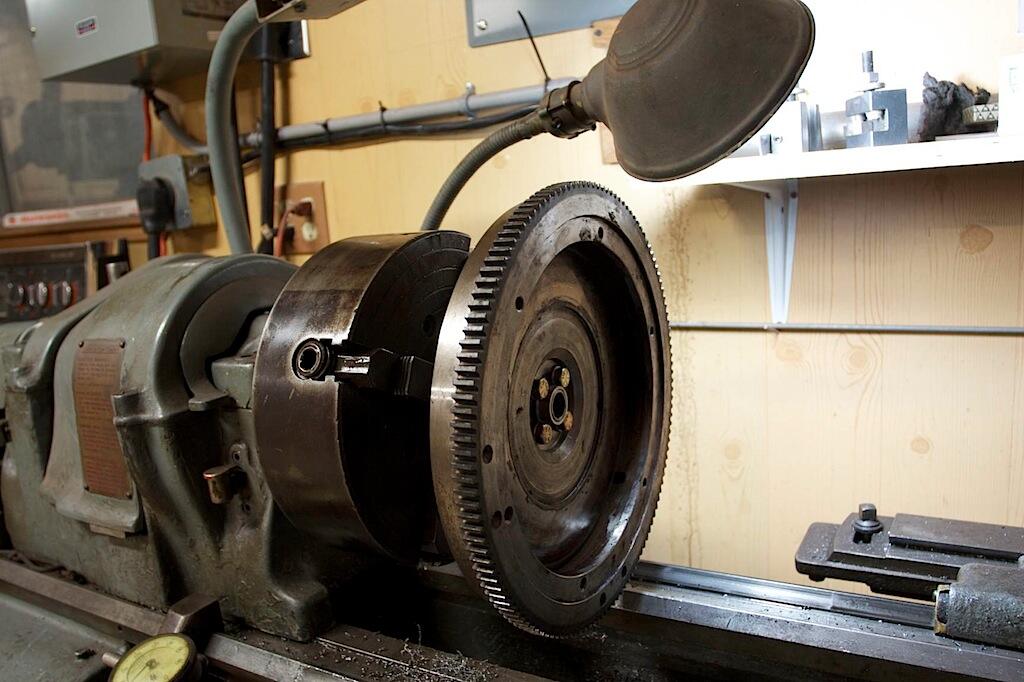
Kupplungsschwingungen – ein rhythmisches Schütteln oder Vibrieren beim Eingreifen – rühren oft von Unregelmäßigkeiten auf der Reibungsfläche der Fliehkraftwelle her. Diese Mängel, wie Verbiegungen, Kratzer oder thermische Heißpunkte, stören den gleichmäßigen Kontakt zwischen Fliehkraftwelle und Kupplungsscheibe, was zu ungleichmäßiger Druckverteilung und Vibrationen führt. Häufige Ursachen umfassen:
Thermischer Spannung : Wiederholtes Kupplungsgleiten erzeugt Wärme, die die Fliehkraftwellenoberfläche verformt.
Verschleiß durch Schleifung : Verunreinigungen wie Dreck oder Metallpartikel dringen in die Reibungsfläche ein und erzeugen Furchen.
Falsches Bearbeiten : Minderwertige Aufarbeitungstechniken hinterlassen Mikrorauheit oder ungleichmäßiges Materialentfernen.
HTL's Diamantschneidwerkzeuge beheben diese Probleme, indem sie die Fliehkraftwelle auf einen spiegelglatten Zustand zurückbringen, wodurch eine gleichmäßige Kupplungsaufnahme gewährleistet und Schwingungen beseitigt werden.
Die traditionelle Aufabschleifung stützt sich auf Schleifsteine oder manuelle Drehbanken, die erhebliche Einschränkungen haben:
| Faktor | Traditionelle Methoden | HTL Diamantschneidung |
|---|---|---|
| Oberflächenqualität (Ra) | 1,6–3,2 µm (anfällig für Mikrofurchen) | ≤0,4 µm (ultra-glatt, ideal für Kupplungsscheiben) |
| Präzision | ±0,1 mm (Risiko unebener Flächen) | ±0,01 mm (lasergesteuerte Genauigkeit) |
| Geschwindigkeit | 2–3 Stunden pro Kurbelwelle | 30–45 Minuten (automatisierter Prozess) |
| Werkzeuglebensdauer | Häufige Ersetzung aufgrund von Verschleiß | Diamantbeschichtete Werkzeuge halten 10x länger. |
HTL’s Diamantschneidmaschinen verwenden adaptive Werkzeugpfade und echtzeit-Schwingungsdämpfung, um Schwingungen während der Bearbeitung zu eliminieren, ein kritischer Fortschritt gegenüber älteren Methoden.
HTL’s Technologie verbindet luftfahrttechnisches Engineering mit benutzerfreundlicher Automatisierung:
Oberflächenabtastung : Ein 3D-Laserscanner kartiert die Verformungen und Verschleißmuster der Kupplungsscheibe.
Dynamische Werkzeuganpassung : Die Maschine passt Schnitttiefe und -geschwindigkeit in Echtzeit an, um Unregelmäßigkeiten auszugleichen.
Schwingungssteuerung : Aktive Dämpfungsanlagen unterdrücken Bearbeitungsschwingungen, um sekundäre Oberflächenschäden zu verhindern.
Endpolieren : Ein mit Diamant bespickter Endgang erreicht eine Oberfläche von Ra ≤ 0,4 µm, entscheidend für einen reibungslosen Kupplungsbetrieb.
1. Inspektion und Reinigung
Prüfen Sie auf Risse oder starke Verbiegungen (max. Toleranz: 0,05 mm über einer Länge von 150 mm).
Entfetten Sie das Flachrad, um Öl und Schmutz zu entfernen.
2. Auf HTL-Maschine montieren
Sichern Sie das Flachrad mit HTL's Vakuumsicherungssystem, um Flexion zu minimieren.
3. Automatisierte Wiederherstellung
Die Maschine entfernt Material in 0,05-mm-Schritten und konzentriert sich auf hochbeanspruchte Bereiche.
Kühlstrahlen verhindern eine Wärmeansammlung und bewahren die metallurgische Integrität.
4. Nachbearbeitungsüberprüfung
Verwenden Sie einen Oberflächenprofilometer, um Ra ≤ 0,4 µm und Parallelität innerhalb von 0,01 mm zu bestätigen.
5. Zusammenbauen und Testen
Installieren Sie das Kupplungsfliehkraftmassenrad und führen Sie dann einen Testlauf ohne Schwingungen durch.
Ein Werkstattbetrieb für Fahrzeugwartung meldete Kupplungsschlag in 40 % ihrer Lkw nach 200.000 km. Nach Einführung des Diamantschneidens von HTL:
Verringerte sich der Auftreten von Schlag auf 2 % innerhalb von 12 Monaten.
Steigerung der Kupplungslebensdauer um 30 % aufgrund reduzierter Reibungsflächenverschleiß.
Arbeitskosten sanken um 50% pro Schäferkreis-Reparatur.
Materielle Unversehrtheit : Diamantschneiden erzeugt weniger Wärme und verhindert Oberflächenverhärtung.
Effizienz : Automatisierte Prozesse reduzieren menschliche Fehler und Downtime.
Nachhaltigkeit : Längerer Werkzeuglebenzyklus und weniger Abfall stehen öko-freundlichen Praktiken im Einklang.
Schäferkreis-Aufarbeitung ist nicht nur eine Reparatur – es ist eine Leistungssteigerung. HTLs Diamantschneidwerkzeuge eliminieren Kupplungsschlag, verlängern die Komponentenlebensdauer und setzen einen neuen Maßstab für Präzision in der Automobilbearbeitung.
Modernisieren Sie Ihre Werkstatt mit HTLs Diamantschneidsystemen. [Kontaktieren Sie uns] für eine kostenlose Beratung oder Demo!
F: Können stark verzogene Schäferkreise gerettet werden?
A: Ja, wenn das Materialentfernen sich innerhalb der OEM-Grenzen (typischerweise ≤1,0 mm insgesamt) hält.
F: Wie oft sollten Kupplungsscheiben aufgearbeitet werden?
A: Während der Kupplungsersetzung oder wenn Schwingungsprobleme auftreten.
F: Beeinflusst die Aufarbeitung die Ausgewogenheit der Kupplungsscheibe?
A: HTL-Maschinen umfassen dynamische Ausgleichsprüfungen, um eine Toleranz von ±1 g·cm sicherzustellen.
Durch die Integration von Diamantschneidtechnologie können Werkstätten Kupplungsreparaturen von einem wiederkehrenden Kostenfaktor in einen wettbewerbsfähigen Vorteil verwandeln. 🚗🔧✨

Hangzhou Hongtu Machinery Co., Ltd: Pioniere in der Automobilbranche, seit 2013 mit hochwertigen Werkzeugen für globale Autoreparaturen.
12 Haushalte, Gruppe 13, Zhabei-Dorf, Hangzhou, Zhejiang, China
Copyright © Hangzhou Hongtu Machinery Equipment Co., Ltd. Alle Rechte vorbehalten - Datenschutzrichtlinie


