

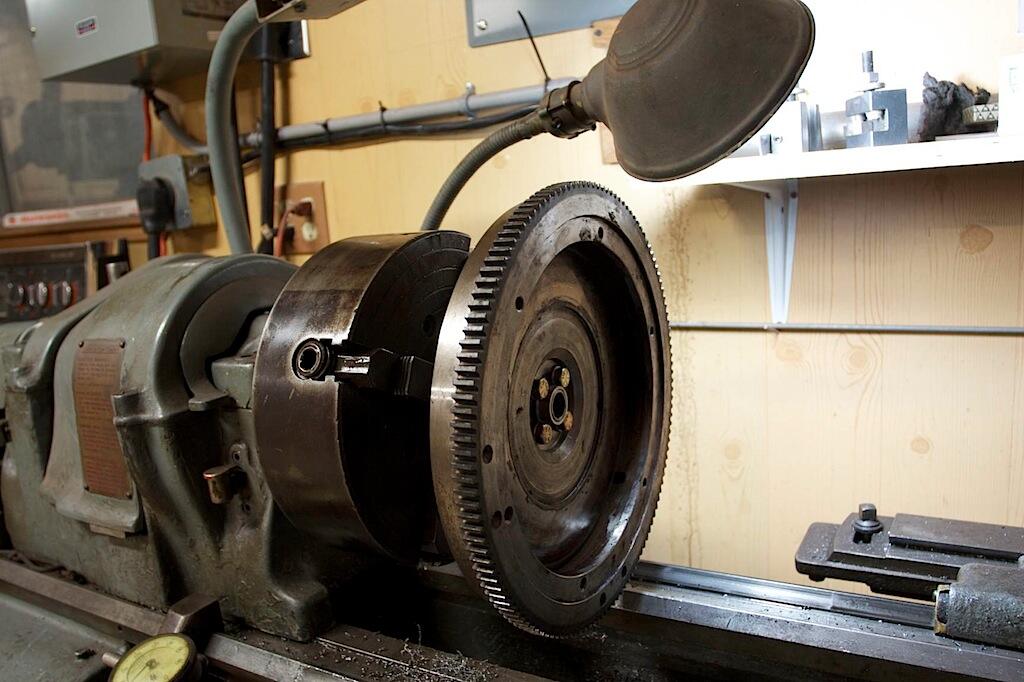
Чавунок супенів - ритмічне трясення або вibrація під час їх уключування - часто виникає через нерівності на трущовій поверхні маховика. Ці недоліки, такі як деформація, шрами або термічні гарячі точки, порушують рівномірний контакт між маховиком і диском супенів, що призводить до неоднакового розподілу тиску та вibrацій. Загальні причини включають:
Термічний стрес : Повторне просування супенів генерує тепло, деформуючи поверхню маховика.
Абразивний знос : Забруднення, такі як глина або металеві частинки, вбудовуються у трущову поверхню, створюючи канавки.
Некоректна обробка : Неправильні методи оновлення залишають мікронерівності або неоднакове видалення матеріалу.
Інструменти алмазного розрізу HTL вирішують ці проблеми, повертаючи маховик до дзеркального стану, забезпечуючи рівномірне уключування супенів та вилучаючи чавунок.
Традиційне оновлення венця залежить від шліфувальних каменів або ручних токарних станків, які мають значні обмеження:
| Фактор | Традиційні методи | HTL Алмазне Розрізання |
|---|---|---|
| Якість поверхні (Ra) | 1,6–3,2 µm (підлягає формуванню мікрозрізів) | ≤0.4 µm (супергладкий, ідеальний для дисків клатча) |
| Точність | ±0.1 мм (ризикко нерівних поверхонь) | ±0.01 мм (точність за допомогою лазера) |
| Швидкість | 2–3 години на кожен венець | 30–45 хвилин (автоматизований процес) |
| Тривалість інструменту | Часта заміна через знос | Інструменти з алмазним покриттям тримаються у 10 разів довше |
Алмазні фрезерні машини HTL використовують адаптивні траєкторії інструментів та заглушення вibrацій у реальному часі для вилучення гуку під час обробки, що є критичною перевагою порівняно з старими методами.
Технологія HTL поєднує інженерію авіакосмічного рівня з автоматизацією, приязною до користувача:
Сканування поверхні : 3D лазерний сканер створює карти деформації та зносу маховика.
Динамічна настройка інструменту : Машина регулює глибину і швидкість розрізу у реальному часі для компенсації нерегулярностей.
Контроль вibrацій : Активні системи демпфування підтискають коливання при обробці, запобігаючи вторинному пошкодженню поверхні.
Кінцеве полірування : Заключний прохід з алмазним наконечником досягає поверхні Ra ≤ 0,4 µm, що критично важливо для гладкої роботи супену.
1. Огляд та очистка
Перевірте наявність тріщин або сильного випучення (максимальна толерансія: 0,05 мм на довжині 150 мм).
Виконайте деграсування маховика для видалення олії та забруднень.
2. Встановіть на пристрої HTL
Закріпіть маховик за допомогою вакуумної системи зажиму HTL для мінімізації флексу.
3. Автоматизоване відновлення поверхні
Пристрій видаляє матеріал інкрементами по 0,05 мм, зосереджуючись на зонах з великим зносом.
Потоки охолоджувальної рідини запобігають накопиченню тепла, зберігаючи металургічну цілісність.
4. Перевірка після обробки
Використовуйте профілометр для підтвердження Ra ≤ 0,4 µm і паралельності в межах 0,01 мм.
5. Складіть та протестируйте
Встановіть бубон та з'єднання супряжень, а потім провести шляховий тест на відсутність гучення.
Майстерня техобслуговування флоту повідомила про гучення супряження у 40% їхнього парку вантажівок після 200 000 км. Після впровадження алмазного розкрісу від HTL:
Повторне гучення зменшилося до 2% протягом 12 місяців.
Термін служби супряження збільшився на 30% через зменшення витрати поверхні тертя.
Вартість робочої сили зменшилася на 50% за ремонт кожного венця.
Цілісність матеріалу : Діамантове розрізання генерує менше тепла, уникнувши сповна поверхні.
Ефективність : Автоматизовані процеси зменшують людську помилку та простої.
Стійкість : Більша тривалість життя інструменту та зменшення викидів відповідають екологічним практикам.
Перешлифування венця - це не просто ремонт, а покращення продуктивності. Інструменти HTL для діамантового розрізання вилучують чавкання супенів, продовжують життя компонентів і встановлюють новий стандарт точності в автопереробці.
Оновіть свою майстерню системами діамантового розрізання від HTL. [Зв'яжіться з нами] для безкоштовної консультації або демонстрації!
Q: Чи можна відновити сильно деформовані маховики?
A: Так, якщо зняття матеріалу залишається в межах норм виробника (зазвичай ≤1.0 мм загально).
Q: Як часто потрібно перешлифовувати маховики?
A: Під час заміни супенгі або якщо виникають симптоми гучності.
Q: Чи впливає перешлифування на баланс маховика?
A: У пристроїв HTL є перевірки динамічного балансу для забезпечення толерантності ±1 г·см.
Шляхом інтеграції діамантової технології розрізу, майстерні можуть перетворити ремонт супенгів з постійних витрат у конкурентну перевагу. 🚗🔧✨

Hangzhou Hongtu Machinery Co., Ltd: Піонери в автопромисловості, що постачають високоякісні інструменти для глобальних завдань ремонту автомобілів з 2013 року.
12 Сім'ї, Група 13, Село Жабей, Хангчжоу, провінція Чжечiang, Китай
Авторське право © Hangzhou Hongtu Machinery Equipment Co., Ltd. всі права захищені - Політика конфіденційності


