

Deprem (clutch chatter) - bağlı iken ritmik sarsıntı veya titreşim - genellikle tork diskinin sürtünme yüzeyindeki düzensizliklerden kaynaklanır. Bu eksiklikler, örneğin bükülme, çizilme veya termal sıcak noktalar, tork diski ile birlikteliği engelleyerek tork diski ve klütç diski arasındaki dengeli teması bozar ve eşit olmayan basınç dağılımı ve titreşimi neden olur. En yaygın nedenler şunlardır:
Termal gerilim : Tekrarlayan klütç kayması ısı üretir ve tork disk yüzeyini büker.
Oturmalı aşınma : Toprak veya metal parçacıkları gibi kirlilikler sürtünme yüzeyine gömülür ve çatlaklar oluşturur.
Yanlış makinalandırma : Alt kalite yeniden işleme teknikleri mikroskobik pürüzlülük veya eşit olmayan malzeme çıkarması bırakır.
HTL'nin elmas kesim araçları bu sorunları gidererek tork disini ayna gibi bir bitişe kavuşturur, böylece klütçün dengeli bir şekilde bağlı olmasını sağlar ve depremi ortadan kaldırır.
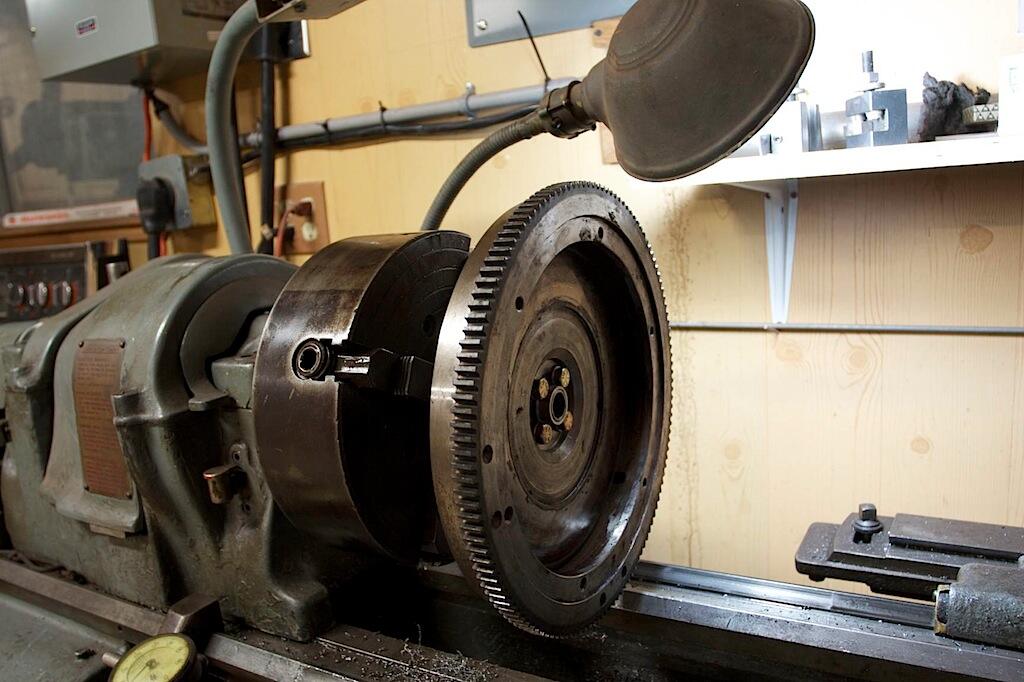
Geleneksel devir tekeri yüzey yenilemesi, önemli sınırlamalara sahip olan kırma taşları veya elle işletilen lathes üzerine dayanır:
| Faktör | Geleneksel Yöntemler | HTL Elmas Kesimi |
|---|---|---|
| Yüzey Bitimi (Ra) | 1.6–3.2 µm (makro-oyuklara yatkın) | ≤0.4 µm (çok pürüzsüz, birlik diskları için ideal) |
| Hassasiyet | ±0.1 mm (dengesiz yüzeyler riski) | ±0.01 mm (lazer-klavuzlu doğruluk) |
| Hız | her devir tekeri başına 2–3 saat | 30–45 dakika (otomatik süreç) |
| Alet Uzun ömürlülüğü | Gider nedeniyle sıkıca değiştirme | Elmas kaplı araçlar 10 kat daha uzun sürer |
HTL’nin elmas kesim makineleri kullanır uyumsal yol çizimleri ve anlık titreşim dengelendirme kesim sırasında gürültüyü ortadan kaldırmak için, eski yöntemlerle kıyaslandığında kritik bir ilerlemedir.
HTL’nin teknolojisi, kullanıcı dostu otomasyon ile havacılık mühendisliğinin birleşimini içerir:
Yüzey Tarama : 3B lazer tarayıcı, frentizin büzülmesini ve aşınma desenlerini haritalar.
Dinamik Aracı Ayarlama : Makine, düzensizlikleri telafi etmek için kesim derinliğini ve hızını anlık olarak ayarlar.
Titreşim kontrolü : Etkin dämping sistemleri, ikincil yüzey hasarını önlemek için kesim titreşimlerini bastırır.
Nihai Parlatma : Bir elmas uçlu bitirme geçidi, pürüzsüz bir klütç çalışması için kritik olan Ra ≤ 0.4 µm yüzeyi sağlar.
1. İncele ve Temizle
Kırıklar veya ciddi bükülme durumları kontrol edin (maksimum tolerans: 150 mm uzunlukta 0.05 mm üzerinde).
Frentonu yağ ve kirten arındırmak için temizleyin.
2. HTL Makinasına Takın
Frentonu esnekliği minimize etmek için HTL'nin vakum tutama sistemiyle sabitleyin.
3. Otomatik Yüzeyleme
Makina, yüksek aşınma bölgelerine öncelik vererek 0.05 mm artımlarla malzeme çıkarır.
Soğutma jetleri metallürjik bütünlüğü koruyarak ısı birikmesini engeller.
4. Son İşlem Denetimi
Ra ≤ 0.4 µm ve 0.01 mm içinde paralellik olduğunu doğrulamak için yüzey profilyometresi kullanın.
5. Yeniden Montaj ve Test
Turbana ve klütç montajını kurun, ardından titreşim olmayan bir şekilde yolda test edin.
Bir filo bakımı atöru, kamyonlarının %40'ında 200.000 km'den sonra klütç titremesi yaşadığını bildirdi. HTL'nin elmas kesme yöntemini benimsedikten sonra:
Titreme tekrarı %2'ye düştü 12 ay içinde.
Klütç ömrü %30 arttı azaltılmış sürtünme yüzeyi aşımından dolayı.
İşgücü maliyetleri %50 azaldı flywheel tamiri için.
Maddi Sadakat : Elmas kesimi daha az ısı üretir, yüzey sertleşmesini önler.
Verimlilik : Otomatik süreçler insan hatasını ve duruş sürelerini azaltır.
Sürdürülebilirlik : Daha uzun araç ömrü ve atılganlık, çevreye dost uygulamalar ile uyumludur.
Flywheel yüzeylemesi sadece bir tamir değil—bir performans yükseltmesidir. HTL'nin elmas kesim araçları klütç titreşimini ortadan kaldırır, parça ömrünü uzatır ve otomotiv makinalandırmada hassasiyet için yeni bir standart belirler.
Atölyenizi HTL'nin elmas kesim sistemleriyle güncelleyin. [Bize Ulaşın] ücretsiz bir danışmanlık veya demo için!
Soru: Ciddi şekilde bozuk flywheels kurtarılabilir mi?
Cevap: Evet, malzeme çıkarması OEM sınırları içinde kalırsa (tipik olarak ≤1,0 mm toplam).
S: Uçak teli yüzeyleri ne sıklıkla yeniden işlenmelidir?
C: Deprem değiştirilmesi sırasında veya titreşim belirtileri göründüğünde.
S: Yeniden işleme uçak teli dengesini etkiler mi?
C: HTL'nin makineleri ±1 g·cm toleransını sağlamak için dinamik denge kontrolü içerir.
Elmas kesim teknolojisinin entegrasyonu ile, atölyeler klütç tamirlerini tekrarlayan bir maliyetten rekabetçi bir avantaja dönüştürebilir. 🚗🔧✨

Hangzhou Hongtu Makine Co., Ltd: Otomotiv endüstrisinde öncüler, 2013'ten beri küresel otomobil onarım görevleri için yüksek kaliteli aletler tedarik ediyor.
çin, Zhejiang, Hangzhou, Zhabei Köyü, 13. Grup, 12 Hane
Tüm hakları saklıdır. © Hangzhou Hongtu Machinery Equipment Co., Ltd. - Gizlilik Politikası


