

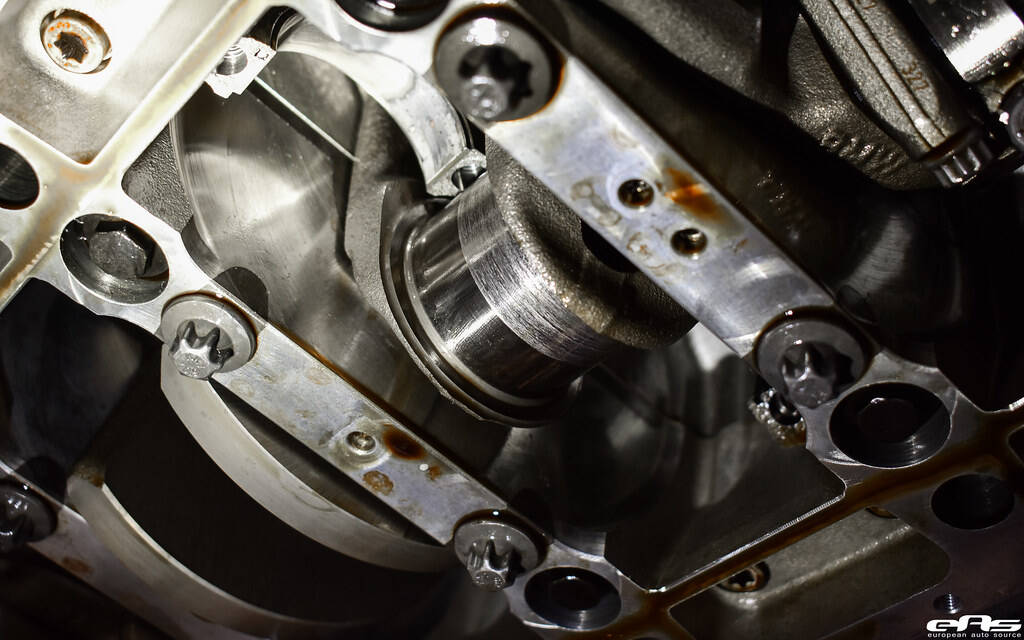
Kurbasa günlükleri, pistonlardan hareketleme sistemine güç aktaran motonuzun döner montajının hayati parçasıdır. Ancak, günlük yüzeylerindeki hatta en küçük çizikler veya oyma işaretleri yağ filmi oluşumunu bozabilir ve bu da yatağı aşımı , yağ basıncı düşüşü , ve felaket sonuçlu yatak tutuşumu ne neden olabilir. Hasarlı bir kurbasa değiştirmek maliyetli olabilir, ancak gelişmiş parlatma teknikleri—mesela HTL'nin nano-bitkiye takımları —günlük yüzeylerini orijinal donanım kalitesine geri getirebilir, tam bir değiştirme gereğini ortadan kaldırır.
Günlük kaymalar, yağ tabakasını yırtan mikroskopik çıkıntılar oluşturur, bu da krankşap ve yatakların doğrudan metal-ile-metal temasına maruz kalmasına neden olur. Bu da bir zincir reaksiyonu tetikler:
Yağ yetersizliği kaymalar, kirletici maddeleri tutarak yağ yolunu tıkırır ve yağlama verimliliğini azaltır.
Artan sürtünme kirli yüzeyler, fazla ısı üretir, bu da yatak alaşımının aşınmasını hızlandırır.
Yatak tutuşumu ağır kayma izleri, yatakları günlüklere kaydırarak krankşabı kilitleyebilir.
Günlük Hasarının Ortak Nedenleri:
Kirlenmiş yağ (metal parçacıkları, toz).
Yanlış montaj (araçlar veya kirletici maddelerden kaynaklanan çizgiler).
Sıvı soğutma veya yağ sistemleri hataları nedeniyle aşırı ısınma.
Sandpaper veya çekiç tekerlekleri gibi geleneksel yöntemler genellikle tutarsız bitişler bırakır. HTL takımları birleştirir elmaslı soyucu malzemeler ve mikro pürüzsüz bileşenler alt-mikron yüzey pürüzsüzlüğüne (Ra ≤ 0,1 µm) ulaşmak için. Ana avantajlar:
Kaldırma olmayan süreç : Boyutları değiştirmeden parlatır.
Uyumsal soyucu maddeler : Derin çizgiler veya son ayna bitişleri için soyucu boyutunu ayarlayın (200–3,000).
Taşınabilir Tasarım : Motor içinde veya bir tezgah üzerinde çalışır, servis dışı süresini azaltır.
1. İncele ve Temizle
Krank aksını çıkarın ve çözücü ile günlükleri yağdan arındırın.
Bir mikrometre kullanarak günlük çapını ve yuvarlak olmama oranını ölçün (sınır: ≤0.02 mm).
2. Pürüzsüzleyici Kabartmayı Seçin
Derin çizgiler için (0,05 mm): 200 zımpara şeritleriyle başlayın.
İnce parlatma için: 1,500–3,000 kabartıya geçin.
3. HTL’nin Aletiyle Parlatın
Pürüzsüzleyici şeridi journal etrafına sarın ve HTL’nin salınımlı aletine takın.
Aleti 300–500 RPM'de çalıştırarak, lateral olarak hareket ettirin ve çapraz dokuma desenleri oluşturun.
İlerlemeyi her 2–3 dakikada bir yüzey profilyometresi ile kontrol edin.
4. Nihai Bitiş
Nano-parçacıklı pürüzsüzleştirme jeli bir mikrofiber bez üzerine uygulayın.
Dairesel hareketlerle dönerleri elle pürüzsüzleştirin ve ayna gibi pürüzsüz hale getirin.
5. Yeniden Montaj ve Test
Döyüşleri kalıcı şekilde temizleyin ve kesme artıklarını kaldırın.
Yatakları yeniden takın ve yağ basıncını test edin (hedef: boştaki 40–60 PSI).
Ölçümü atlamak : Boyutları kontrol etmeden aşınmış döyüşleri pürüzüzleştirmek boyut fazlalığı riskini taşır.
Aşırı pürüzüzleştirme : Aşırı malzeme çıkarma dönel eksenleri zayıflatır.
Yağ yollarını yoksayma : Tıkanmış geçişler tekrarlanan hatalara neden olur—her zaman sıkıştırılmış hava ile temizleyin.
Yağ tutmayı geri getirir : Çapraz desenler daha iyi yağlama için yağı tutar.
Isı bölgelerini ortadan kaldırır : Düzgün yüzeyler sürtünme kaynaklı ısıyı azaltır.
Maliyet Etkili : Kruvasşaf değiştirme karşılaştırıldığında %60–80 tasarruf sağlar.
Yağ süzgeclemesi : Kirlilikleri yakalamak için 10-mikron süzgeçler kullanın.
Düzenli Denetimler : Yağ değişimi sırasında erken aşınma işaretlerini tespit etmek üzere journalleri kontrol edin.
Uygun Adaptasyon : Piyasadan sonra, motoru değişken RPM'lerde çalıştırarak yatakları oturtun.
: Kruvashaft journalleri bir kayıp olarak kabul edilmeyecek. HTL'nin soyutma setleriyle, hatta ciddi şekilde çizik alan yüzeyler bile kurtarılabilir, bu da motör performansını geri kazandırır ve pahalı değiştirme maliyetlerini önler.
S: Termal boyanmış journalleri cilalama düzeltebilir mi?
C: Evet, ancak aşırı ısınmadan kaynaklanan ciddi sertleşme çekiçleme gerektirebilir.
S: Bir journal kaç kez cilalanabilir?
A: En fazla 3 kez, boyutların OEM toleransları içinde kalması koşuluyla.
Q: Parlatma crankshaft dengeye etki eder mi?
A: Hayır—malzeme kaybı ihmal edilebilir düzeyde (≤0.001 mm).

Hangzhou Hongtu Makine Co., Ltd: Otomotiv endüstrisinde öncüler, 2013'ten beri küresel otomobil onarım görevleri için yüksek kaliteli aletler tedarik ediyor.
çin, Zhejiang, Hangzhou, Zhabei Köyü, 13. Grup, 12 Hane
Tüm hakları saklıdır. © Hangzhou Hongtu Machinery Equipment Co., Ltd. - Gizlilik Politikası


