

Kupplningsvibrering – en rytmisk skakning eller vibration vid engagemang – utgår ofta från ojämnheter på flyhjulet friction surface. Dessa brister, såsom krökningar, skrapningar eller termiska hetflecken, stör den jämnta kontakten mellan flyhjulet och kupplningsdisken, vilket orsakar ojämn tryckfördelning och vibrationer. Vanliga orsaker inkluderar:
Termiskt stress : Upprepad kupplningsglidning genererar värme, vilket kröker flyhjulsytan.
Abrusivt utslitande : Förstoppningar som smuts eller metallpartiklar infogas i friktionssidan, vilket skapar grovor.
Felaktig bearbetning : Undermålig återbearbetningsteknik lämnar mikro-roughness eller ojämn materialborttagning.
HTL:s diamantskärningsverktyg löser dessa problem genom att återställa flyhjulet till en spegelblank slutfinish, vilket säkerställer jämn kupplningsengagemang och eliminerar vibrering.
Traditionell återytande av flyhk依靠 på grindstenar eller manuella lathéer, vilka har betydande begränsningar:
| Fabrik | Traditionella Metoder | HTL Diamantskärning |
|---|---|---|
| Ytutförande (Ra) | 1,6–3,2 µm (lätt att få mikrogravurer) | ≤0.4 µm (ultra-smooth, ideal för kopplingsdiscar) |
| Precision | ±0.1 mm (risk för ojämna ytor) | ±0.01 mm (laserstyrd noggrannhet) |
| Hastighet | 2–3 timmar per flyhk | 30–45 minuter (automatiserad process) |
| Verktygsåldrigkeit | Ofta bytte på grund av utslitasning | Verktyg med diamantbeläggning håller 10x längre |
HTL’s diamantskärande maskiner använder adaptiva verktygspåtag och verklig-tids-dämpning av vibrationer för att eliminera chock under bearbetningen, ett kritiskt steg framåt jämfört med äldre metoder.
HTL’s teknik kombinerar rymdgebyggnadsnivåens konstruktion med användarvänlig automatisering:
Ytscanning en 3D-laserscanner kartlägger flyhjuletens deformation och utslitas mönster.
Dynamisk verktyjsjustering maskinen justerar skärdjup och hastighet i realtid för att kompensera för ojämnheter.
Vibrationskontroll aktiva dämpningssystem undertrycker bearbetningsvibrationer och förhindrar sekundära yteskador.
Slutförning : En diamantspetsad slutlig passering uppnår en yta med Ra ≤ 0,4 µm, vilket är avgörande för en smidig koppeldrift.
1. Inspektera och rena
Kontrollera efter sprickor eller allvarlig böjning (max tolerans: 0,05 mm över en längd på 150 mm).
Rengör flyhjulet för att ta bort olja och smuts.
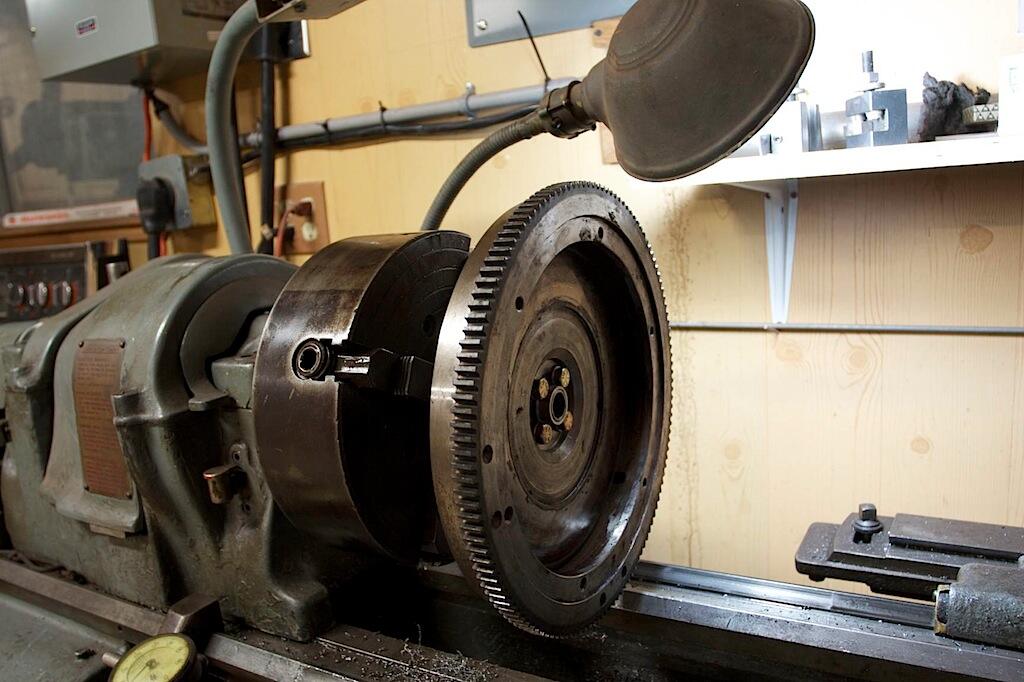
2. Montera på HTL-maskin
Säkrar flyhjulet med HTL:s vakuumfästsystem för minimerad flex.
3. Automatisk återbehandling
Maskinen tar bort material i 0,05 mm steg, med fokus på högåterdragsområden.
Kylvattenstrålar förhindrar värmeuppbyggnad, vilket bevarar metallurgisk integritet.
4. Verifikation efter bearbetning
Använd en ytapprofilerare för att bekräfta Ra ≤ 0,4 µm och parallellitet inom 0,01 mm.
5. Montera ihop och Testa
Montera flyhjulet och koppelingsmontaget, sedan testkör för driftfri operation.
En flottunderhållswerkstad rapporterade koppelningsdrift i 40% av sina lastbilar efter 200 000 km. Efter att ha antagit HTL:s diamantbearbetning:
Återkomsten av drift minskade till 2% inom 12 månader.
Koppelningens livslängd ökade med 30% tack vare minskad friktionsytewear.
Arbetskostnader minskade med 50% per flywheel-reparation.
Materialintegritet : Diamantskärning genererar mindre värme, vilket undviker ythärdning.
Effektivitet : Automatiserade processer minskar mänsklig fel och driftstopp.
Hållbarhet : Längre verktygslevnad och minskad avfall håller i trakt med miljövänliga metoder.
Flyhjulsombearbetning är inte bara en reparation – det är ett prestandauftrapp. HTL:s diamantskärningsverktyg elimineras kluchdarrning, förlänger komponentens livslängd och sätter en ny standard för precision inom bilindustrimaskinering.
Uppgradera din verkstad med HTL:s diamantskärningssystem. [Kontakta Oss] för en gratiskonsultation eller demo!
Q: Kan allvarligt krökta flyhjul räddas?
A: Ja, om materialet borttagning håller sig inom OEM-gränser (typiskt ≤1,0 mm totalt).
Q: Hur ofta bör flyg hjul poleras om?
A: Vid koppplingsbyte eller om chattrasymtom uppstår.
Q: Påverkar poleringen balansen på flyghjulet?
A: HTL:s maskiner inkluderar dynamiska balanskontroller för att säkerställa ±1 g·cm tolerans.
Genom att integrera diamantskärteknik kan verkstäder omvandla koppplingsreparationer från en återkommande kostnad till en konkurrensfördel. 🚗🔧✨

Hangzhou Hongtu Machinery Co., Ltd: Pionjärer inom bilindustrin, levererar högkvalitativa verktyg för globala bilreparationsuppgifter sedan 2013.
12 Hushåll, Grupp 13, Zhabei-by, Hangzhou, Zhejiang, Kina
Upphovsrätt © Hangzhou Hongtu Machinery Equipment Co., Ltd. Alla rättigheter förbehålls - Integritetspolicy


