

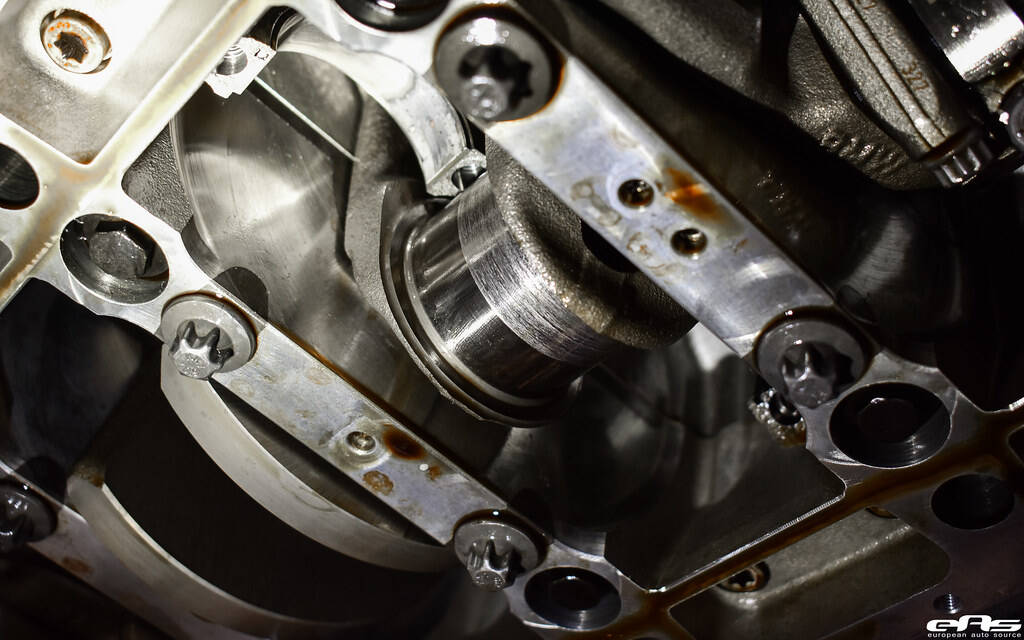
Kurvaxeljournalerna är livslinjen för din motors roterande sammansättning, överförande kraft från pistoner till driftlinjen. Men även minsta skraderingar eller markeringar på journalsytor kan störa oljefilmbildningen, vilket leder till lagerutslitage , olje trycks fall , och katastrofal lagerfastning . Att byta ut en skadad kurvaxel är kostsamt, men avancerade borstekniker - som HTL's nano-slutföringsabrasivkitter - kan återställa journalsytor till fabriksnysläggd slätighet, undanröjande behovet av en fullständig ersättning.
Journalkrasar skapar mikroskopiska ridor som rivar igenom oljefilmen, vilket exponerar krankskäftet och lagren för direkt metall-till-metall-kontakt. Detta utlöser en kedjereaktion:
Oljetristnad krasar fängslar skrot, vilket blockerar oljeledningar och minskar oljnings-effektiviteten.
Ökad friktion rough ytor genererar överflödig värme, vilket accelererar lagerlegatets utslitage.
Lagerfastning allvarlig scoring kan svetsa ihop lagren med journalerna, låsande krankskäftet.
Vanliga orsaker till journalskada:
Förstunget olja (metallpartiklar, smuts).
Felaktig montering (krasar från verktyg eller skrot).
Överhettning på grund av fel i kylsystemet eller oljesystemet.
Traditionella metoder som sandpapper eller grindrullor lämnar ofta inkonsekventa ytor. HTL’s kit kombinerar diamantimprägnerade abrasiva och mikro-poleringssammansättningar för att uppnå sub-mikron ytsläthet (Ra ≤ 0,1 µm). Huvuddrag:
Icke-förstörend process polerar utan att ändra axeldimensionerna.
Anpassbara abrasiva justera gritstorlek (200–3,000) för djupa skrammel eller slutliga spegelavslut.
Bärbar design : Fungerar i motorblocket eller på bänken, minskar nedtid.
1. Inspektera och rena
Ta bort krankskäftet och rensa journalerna med lösningsmedel.
Använd en mikrometer för att mäta journalens diameter och avrundning (gräns: ≤0,02 mm).
2. Välj abrasiv kornstorlek
För djupa repor (0,05 mm): Börja med 200-korniga slipstrimmor.
För fin polering: Gå över till 1,500–3,000 korn.
3. Polera med HTL’s verktyg
Slå om abrasivbandet runt journalen och fäst det till HTL’s vibrerande verktyg.
Kör verktyget vid 300–500 varv per minut, rör det sidovis för att skapa korsmönster.
Kontrollera förloppet varje 2–3 minuter med en ytprofilometer.
4. Slutlig slutbearbetning
Tillämpa poleringspaste med nanodelar på en mikrofibernål.
Polera journalerna handpåtagligt i cirkelrörelse tills de är spegelglatta.
5. Montera ihop och Testa
Rensa journalerna grundligt för att ta bort abrasivt restmaterial.
Montera om lager och testa oljetrycket (mål: 40–60 PSI vid drift.).
Hoppa över mätning : Polera utslitna journaler utan att kontrollera dimensionerna riskerar överdimensionering.
Överpolering : Övermåttig materialborttagning försvagar axeljournaler.
Ignorera oljeledningar : Blockerade ledningar orsakar upprepade fel – alltid spola med komprimerad luft.
Återställer oljeförvaring : Korsruts mönster håller olja för bättre smörjning.
Eliminerar värmezoner : Smhta ytor minskar friktionsinducerad värme.
Kostnadseffektiv : Sparerar 60–80% jämfört med axelersättning.
Oljefiltrering : Använd 10-mikronfilter för att fånga föroreningar.
Regelbundna inspektioner : Kontrollera journaler vid oljebyte för tidiga tecken på utslitasning.
Korrekt inbrytning : Kör motorn vid varierande varv efter polering för att sätta fasta lager.
Kurvmotorsjournaler behöver inte vara skrivna av. Med HTL’s abrasiva kit kan till och med tungt skadade ytor räddas, vilket återställer motorens prestanda och undviker dyra ersättningar.
Q: Kan polering reparera journaler med termisk färgförändring?
A: Ja, men allvarlig hårdning från överhettning kan kräva slitage.
Q: Hur många gånger kan en journal poleras?
A: Upp till 3 gånger, förutsatt att dimensionerna håller sig inom OEM-toleranser.
Q: Påverkar polering crankskftets balans?
A: Nej—materialetas borttagning är försumbar (≤0,001 mm).

Hangzhou Hongtu Machinery Co., Ltd: Pionjärer inom bilindustrin, levererar högkvalitativa verktyg för globala bilreparationsuppgifter sedan 2013.
12 Hushåll, Grupp 13, Zhabei-by, Hangzhou, Zhejiang, Kina
Upphovsrätt © Hangzhou Hongtu Machinery Equipment Co., Ltd. Alla rättigheter förbehålls - Integritetspolicy


