

Вибрация сцепления — ритмическое трясение или колебание при включении, часто возникает из-за неровностей на фрикционной поверхности маховика. Эти дефекты, такие как искривление, царапины или термические горячие точки, нарушают равномерный контакт между маховиком и диском сцепления, вызывая неравномерное распределение давления и вибрации. Распространенные причины включают:
Термическое напряжение : Повторяющееся проскальзывание сцепления создает тепло, деформирующее поверхность маховика.
Износ абразивного типа : Загрязнители, такие как грязь или металлические частицы, врезаются в фрикционную поверхность, создавая борозды.
Некорректная обработка : Некачественные методы шлифовки оставляют микронеровности или неравномерное удаление материала.
Алмазные резцы HTL решают эти проблемы, восстанавливая маховик до зеркального состояния, обеспечивая равномерное включение сцепления и устраняя вибрацию.
Традиционная обработка маховика зависит от шлифовальных камней или ручных токарных станков, которые имеют значительные ограничения:
| Фактор | Традиционные методы | HTL Алмазная Резка |
|---|---|---|
| Качество поверхности (Ra) | 1,6–3,2 мкм (подвержен микротрещинам) | ≤0.4 µm (сверхгладкий, идеальный для сцепления) |
| Прецизионный | ±0.1 мм (риск неровных поверхностей) | ±0.01 мм (точность с лазерным управлением) |
| Скорость | 2–3 часа на каждый маховик | 30–45 минут (автоматизированный процесс) |
| Срок службы инструмента | Частая замена из-за износа | Инструменты с алмазным покрытием служат в 10 раз дольше |
Токарные станки HTL с алмазным резанием используют адаптивные траектории инструмента и подавление вибрации в реальном времени для устранения звона во время обработки, что является важным шагом вперед по сравнению со старыми методами.
Технология HTL объединяет авиакосмическое инженерное дело с пользовательской автоматизацией:
Поверхностное Сканирование : 3D лазерный сканер создает карту деформации и износа маховика.
Динамическая настройка инструмента : Станок в реальном времени корректирует глубину и скорость резания для компенсации неровностей.
Контроль вибрации : Активные системы демпфирования подавляют вибрации при обработке, предотвращая вторичное повреждение поверхности.
Окончательная полировка : Заключительный проход с алмазным наконечником обеспечивает поверхность с Ra ≤ 0,4 µм, что критично для плавной работы сцепления.
1. Проверка и очистка
Проверьте наличие трещин или серьезных искажений (максимальный допуск: 0,05 мм на длине 150 мм).
Обезжирьте маховик для удаления масла и загрязнений.
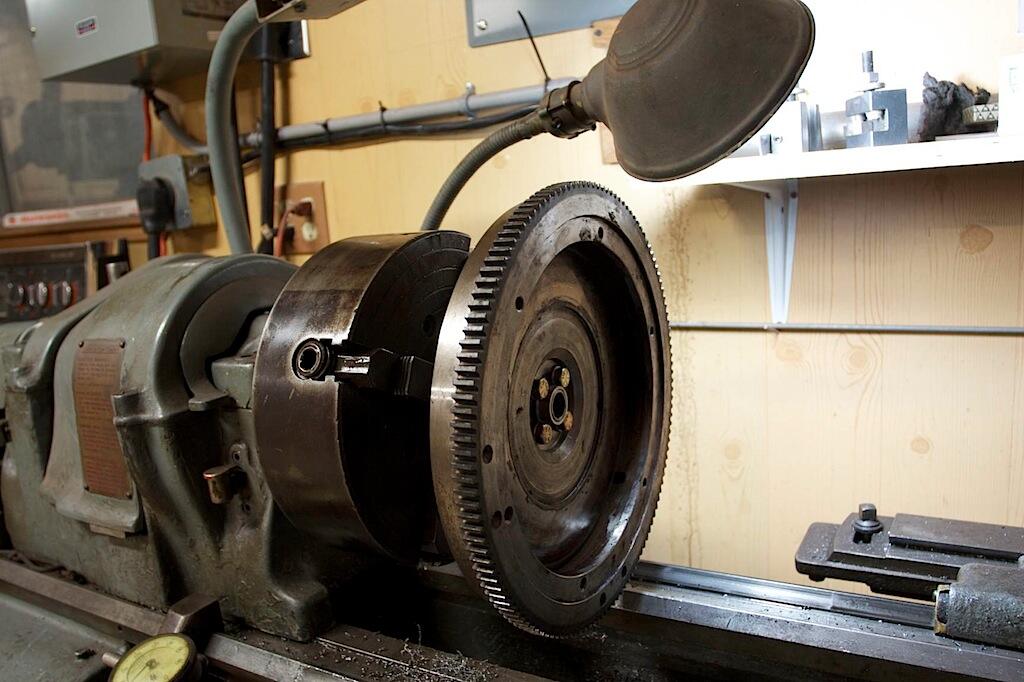
2. Установите на станок HTL
Зафиксируйте маховик с помощью вакуумной системы зажима HTL, чтобы минимизировать гиб.
3. Автоматическая повторная обработка
Станок удаляет материал слоями по 0,05 мм, уделяя приоритетные области с высоким износом.
Струи охлаждающей жидкости предотвращают накопление тепла, сохраняя металлургическую целостность.
4. Проверка после обработки
Используйте профилометр для подтверждения Ra ≤ 0,4 µм и параллельности в пределах 0,01 мм.
5. Соберите и протестируйте
Установите маховик и сцепление, затем проведите дорожное испытание на отсутствие шума при работе.
Мастерская техобслуживания флота сообщила о шуме сцепления в 40% их грузовиков после 200 000 км. После внедрения алмазной резки HTL:
Возвращение шума сократилось до 2% в течение 12 месяцев.
Срок службы сцепления увеличился на 30% благодаря снижению износа трения поверхности.
Стоимость труда снизилась на 50% при ремонте венца маховика.
Целостность материала : Алмазная резка выделяет меньше тепла, избегая упрочнения поверхности.
Эффективность : Автоматизированные процессы снижают человеческий фактор и простои.
Устойчивое развитие : Долгий срок службы инструмента и снижение отходов соответствуют экологическим практикам.
Восстановление поверхности маховика — это не просто ремонт, а повышение производительности. Инструменты алмазной резки HTL устраняют вибрацию сцепления, увеличивают срок службы компонентов и задают новый стандарт точности в автомобильной обработке.
Обновите свою мастерскую системами алмазной резки HTL. [Свяжитесь с нами] для бесплатной консультации или демонстрации!
В: Можно ли восстановить сильно деформированные маховики?
О: Да, если удаление материала остается в пределах норм производителя (обычно ≤1,0 мм в общей сложности).
В: Как часто следует перешлифовывать маховики?
О: Во время замены сцепления или если возникают проблемы с вибрацией.
В: Влияет ли перешлифовка на балансировку маховика?
О: Машины HTL включают проверки динамической балансировки для обеспечения точности ±1 г·см.
Используя технологию алмазной резки, автосервисы могут превратить ремонт сцеплений из постоянной статьи расходов в конкурентное преимущество. 🚗🔧✨

Hangzhou Hongtu Machinery Co., Ltd: Пионеры в автомобильной промышленности, с 2013 года поставляющие качественные инструменты для глобальных задач ремонта автомобилей.
12 домохозяйств, Группа 13, Жabei Village, Hangzhou, Zhejiang, Китай
Copyright © Hangzhou Hongtu Machinery Equipment Co., Ltd. Все права защищены - Политика конфиденциальности


