

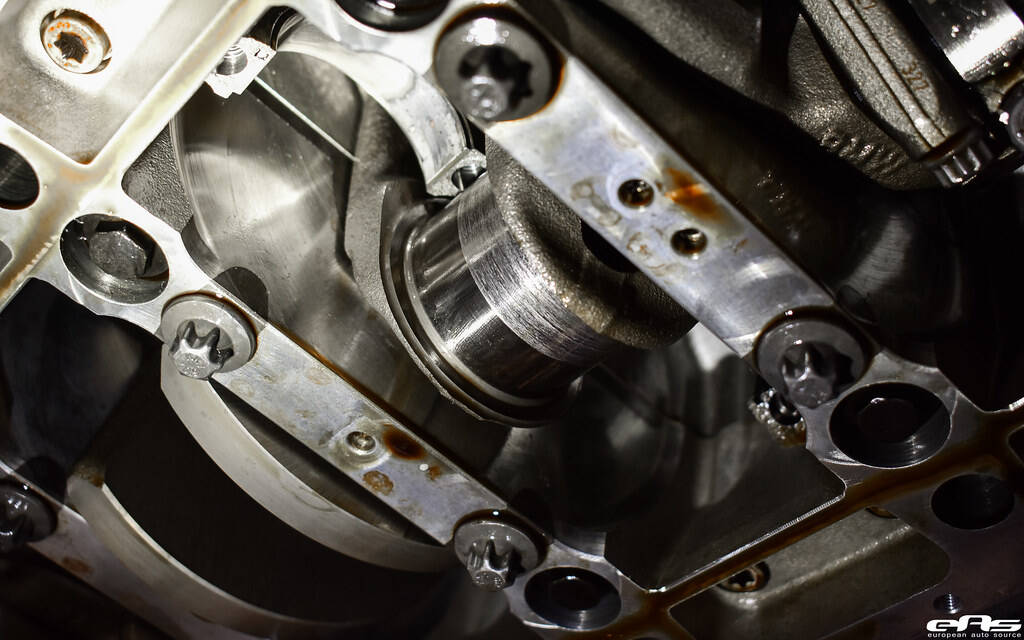
Kurvaksjournaler er livslinja til motorens roterende samling, overførende kraft fra sylindrene til kjøretøyets drivlinje. Likevel kan også mindre skraper eller striper på journaloverflaten forstyrre oljefilmbildingen, noe som fører til lagerausoding , oljetrykknedgang , og katastrofale lagningssperring . Å erstatte en skadet kurvaks er dyrt, men avanserte poleringsmetoder – som HTL’s nano-sluttpoleringssett – kan gjenopprette journaloverflater til fabriksny glattehet, unngående behovet for en full utskifting.
Journalkratninger oppretter mikroskopiske ridder som revner gjennom oljefilmen, og utsetter krankskjæftet og lagningene til direkte metall-til-metall-kontakt. Dette utløser en kjedereaksjon:
Oljestarving : Kratninger fanger avfall, blokkerer oljeveier og reduserer oljeforrenings effektivitet.
Økt friksjon : Rough overflater produserer for mye varme, og akselererer lagningsallianns utslitasjon.
Lagningssperring : Alvorlig scoring kan lime fast lagningene til journalene, låser krankskjæftet.
Vanlige årsaker til journalskade:
Forurenet olje (metallpartikler, jord).
Uriktig montering (kratninger fra verktøy eller avfall).
Overheting på grunn av feil i kjølesystemet eller oljesystemet.
Tradisjonelle metoder som sandpapir eller skurvhjul lar ofte ulike avslutninger. HTL’s kit kombinerer diamantinnfrakte abrasive og mikro-poleringssammensetninger for å oppnå under-mikron overflatejernhet (Ra ≤ 0,1 µm). Hovedfordeler:
Ikke-fjerne prosess polerer uten å endre journaldimensjoner.
Anpassede abrasiver juster gritstørrelse (200–3,000) for dype striper eller endelige speilavslutninger.
Bærbar design : Fungerer i-motor eller på en bane, reduserer nedetid.
1. Inspect og Rense
Fjern krankskjæftet og rense journaler med løsermiddel.
Bruk en mikrometer for å måle journal diameter og ut-av-rundhet (grense: ≤0,02 mm).
2. Velg Abrasive Grit
For dybe skraper (0,05 mm): Start med slipesnodd med kornstørrelse 200.
For fine polering: Gå videre til 1,500–3,000 grit.
3. Polere med HTL’s Verktøy
Wrap den abrasive strypen rundt journalen og koble den til HTL’s svingende verktøy.
Kjør verktøyet på 300–500 OMD, og beveg det horisontalt for å opprette kryssmønster.
Sjekk fremgang hvert 2–3 minutter med en overflateprofilometer.
4. Endelig avslutning
Anvend nano-partikkel poleringspasta på et mikrofibreklæde.
Håndpoler journaler i en sirkulær bevegelse inntil de er speilglatte.
5. Montér sammen og test
Reng journalene grundig for å fjerne abrasivt reststoff.
Monter skjeger på nytt og test oljetrykk (mål: 40–60 PSI ved standseil).
Hopp over måling : Polering av slittede journaler uten å sjekke dimensjoner risikerer oversizing.
For mye polering : For mye materialefjerning svakter journlene.
Ignorerer oljeledninger : Blokkerte ledninger forårsaker gjentakende feil—alltid spyl med komprimert luft.
Gjenoppretter oljeholdning : Kryssmønstre holder olje for bedre smøring.
Fjerne varmeområder : Jorde overflater reduserer friksjonsindusert varme.
Kostnadseffektiv : Sparer 60–80% i forhold til krankaksel-erstattelse.
Oljefiltrering : Bruk 10-mikron filtrer for å fangete forurensninger.
Regelmessige inspeksjonar : Sjekk journaler under oljeskifte etter tidlige tegn på ausning.
Riktig avbryting : Kjør motoren etter polering ved varierte omdreininger for å sette inn lager.
Kremasjonsjournaler trenger ikke å være skrivet av. Med HTL's abrasivt kit kan til og med tyngt skåret overflater reddes, gjenoppretter motorens ytelse og unngår dyrt utskift.
Q: Kan polering fikse journaler med termisk fargeendring?
A: Ja, men alvorlig hardning fra overoppvarming kan kreve juling.
Q: Hvor mange ganger kan en journal poleres?
A: Opp til 3 ganger, forutsatt at dimensjonene holder seg innenfor OEM-toleranser.
Q: Påvirker polering krefftakets balanse?
A: Nei—materialefjerning er neglisjerbar (≤0,001 mm).

Hangzhou Hongtu Machinery Co., Ltd: Pionerer innen bilbransjen, leverer høykvalitetsverktøy for globale bilreparasjonsoppgaver siden 2013.
12 Husholdninger, Gruppe 13, Zhabei-byen, Hangzhou, Zhejiang, Kina
Opphavsrett © Hangzhou Hongtu Machinery Equipment Co., Ltd. Alle rettigheter forbeholdt - Personvernpolicy


