

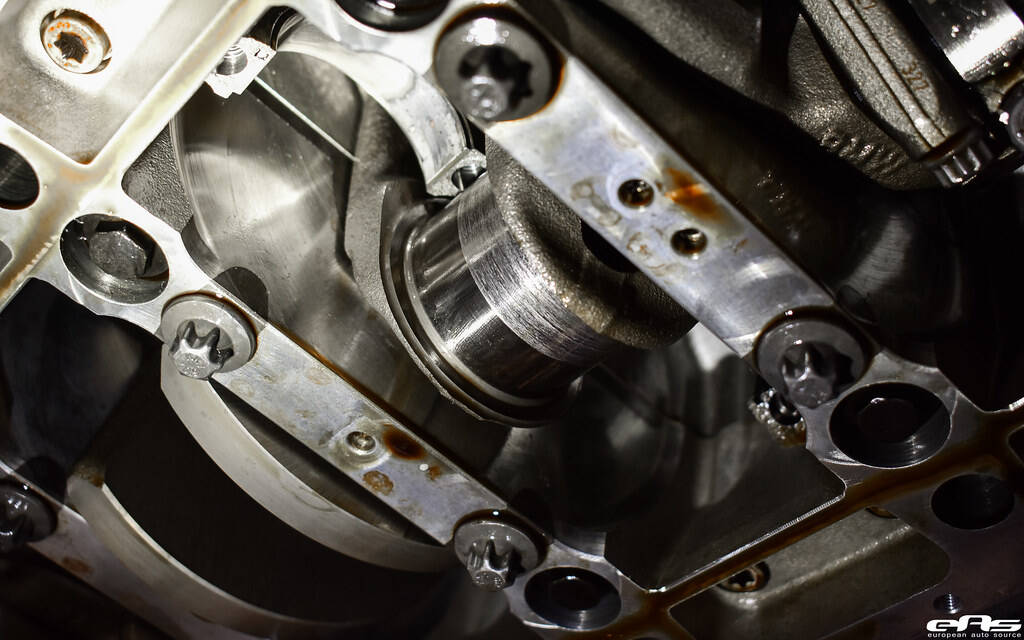
Brottarhringablöð eru lífsátar snúningarhópsins í vélþyngis, flutna af styrkinni frá pistolum til afgangskerfis. En jafnvel smær arnar eða skor á brottarhringsblómum geta brottnað við myndun olíufilms, sem leiðir til bæjar slitnaðs , olíuþrýstiefalls , og alvarlega viðbótarspyrning . Að skipta út skemmt brottarhring er dýrt, en nýjustu þrepunarteknikar—t.d. HTL's nanoþreparsnið —geta endurskilgreint brottarhringsblöð til rögulegri þrepunar, með því að forða nauðsyn á fullri skiptingu.
Skráp á jörnleði búa til mikroskopísk ræsir sem slá í gegnum olíufilminn, lækkandi krankskafið og viðbótarnar fyrir beinum metalaðgang. Þetta hefur kettingarefni:
Smáskaður olífuflóttur : Skráp fanga upp brottfall, stöðva olíuvægi og minnka virkni smásnu.
Aukinn frítta : Rauðurborð búa til ofheiti, hraðaða úthluti viðbótarlegursins.
Viðbótarspyrning : Alvarleg skoring kannski líma viðbótir við jörnleði, lækka krankskafinu.
Almenn orsök jörnleðaskada:
Forandin olía (metabrot, dirt).
Rangt samsetning (skráp af tól eða brottfalli).
Oforkjöri vegna afgreiðslu eða olíuvatnssviktana.
Þroskaðar aðferðir eins og sandpappír eða grindarskyrjar lærka oft ójafna yfirlit. HTL's pakkar samanstotta þverrýndum með diamant og mikrospólunargreinar til að ná sub-mikron yfirborðsþjóð (Ra ≤ 0,1 µm). Aðalþegar:
Ófjarfestingaraðferð : Spólar án þess að breyta málstærðum.
Viðbótargerð rýndum : Stilltu stærð rýndar (200–3,000) fyrir djúp skorin eða endanleg spjallspólun.
Ferilegður útlag : Virkar inni í motorann eða á bækkinni, með því að lækka niðurstöðu.
1. Athuga og hreinsa
Fjarlægðu hlifin og hreinsa dagferðir með upplausn.
Notaðu mykrometri til að mæla þvermál dagferða og ójafna (markmið: ≤0,02 mm).
2. Veldu smására
Fyrir djúpar krabbaskrár (0,05 mm): Byrjaðu á 200-grit hrapandi banda.
Fyrir mikilvís glattgjörgun: Farðu yfir í 1,500–3,000 smására.
3. Glattgjörðu með HTL tól
Vinduð smásneiðishlutað um dæglinginn og tengið hana við HTL's rúllanda tól.
Keyrið tólið á 300–500 snám í mínútu, með því að færa það hliðrætt til að búa til krossmönun.
Athugaðu framleitni hverjar 2–3 mínútur með yfirborðsprofílera.
4. Síðust slegið
Settu glattspána með nanalíti á mikrofíberklæði.
Handglattaðu dæglingshluti í hringum þar til þeir eru speglisléttir.
5. Sameinna og prófa
Hreinsaðu dæglingshlutina fullkomið til að fjarlægja smásneiðiskjálft.
Settu inn bjarna aftur og prófaðu olíupress (mærki: 40–60 PSI við óvirka).
Afhverfa mælingu : Að glatta út drögna dæglingshluti án þess að athuga stærðir gengur á skeið af of hári stærð.
Ofvanámslátur : Ofþráð fjármagnsfjarfestun hefur úthvattna á viðgerðir.
Afhætta oluflokkum : Lokaðir flokka leiðir orsaka endurskilan af miskun—skal alltaf þyngja með þrýstluftu.
Endurheimir olufestinguna : Krosshatch mönnum heldur olufyrir sammála fyrir betri smjörlagningu.
Sleppir hituhólfum : Mjög sléttar virkar draga framan minni rámúðarsamhverfu.
Kostnaðarverð : Sparar 60–80% samanberið við skiptingu yfir hríðspakka.
Sólfjárafiltrering : Notaðu 10-mikron filter til að fanga forvarp.
Reglulegar skoðunarferðir : Athugaðu fræði við söfnun sólfjára fyrir frárramandi merki skada.
Réttur inngangur : Eftir pólisingu, keyrðu vélina á víkum snúningarfjölda til að setja inn béar.
Fræði á hringskafi þurfa ekki að vera úthlutað. Með ræsukitunum frá HTL er mögulegt að endurheimta augljósar yfirborð, endurheimtufærni vélar og stundum dreifing köstara nýskifti.
Sp: Getur pólising gert rétt á fræðum með hituhvítun?
Sv: Já, en alvarleg harðunar fraði af ofheiti gæti nauðsynlegt krefst grindara.
Q: Hversu oft má tímariti verða sleppt?
A: Uppl. 3 sinnum, ef stærðir haldast innan ræðra fráframkvæmdarferða.
Q: Hjálpar sleppun við jafnvægi krankskafi?
A: Nei—afsmelur er ótakmarkað (≤0,001 mm).

Hangzhou Hongtu Machinery Co., Ltd: Frábragamenn í bílastöðvum, birta háþekjur aðgerðarferla fyrir almennt bílabreytingarverk þar sem 2013.
12 Heimil, Hóp 13, Zhabei Bær, Hangzhou, Zhejiang, Kría
Höfundarréttur © Hangzhou Hongtu Verkfræðiþjónustu Co., Ltd. Allur réttindi áskilin - Friðhelgisstefna


