

Főoldal > Hírek > Ipari Tudás
A kupplázócsengetés – egy ritmustalan rázógép vagy rezgés a kapcsolódáskor – gyakran a lökhajtás súrlós felületének nemegyenesűségeiből ered. Ezek a hiányosságok, például a deformáció, a környezet- vagy fémpartikel befekvés, amely sulypárokat hoz létre, zavart okoznak a lökhajtás és a kupplázólemeztő közt találkozó felszínek között, ami egyenletes nyomáseloszlást és rezgésekkel járul. A gyakori okok közé tartoznak:
Hőtényező : Ismétlődő kupplázócsúsztatás hőt termel, ami deformálja a lökhajtás felületét.
Cserszívós mozdulat : Szennyező anyagok, mint a por vagy fémpartrészek, beágyazódnak a súrlós felületbe, amitől gödrök alakulnak ki.
Helytelen gépelés : Alulfejtett újrafeldolgozási technikák mikroszkopikus rosszanyagságot vagy egyenletes anyagtávolítást hagyhatnak mögöttük.
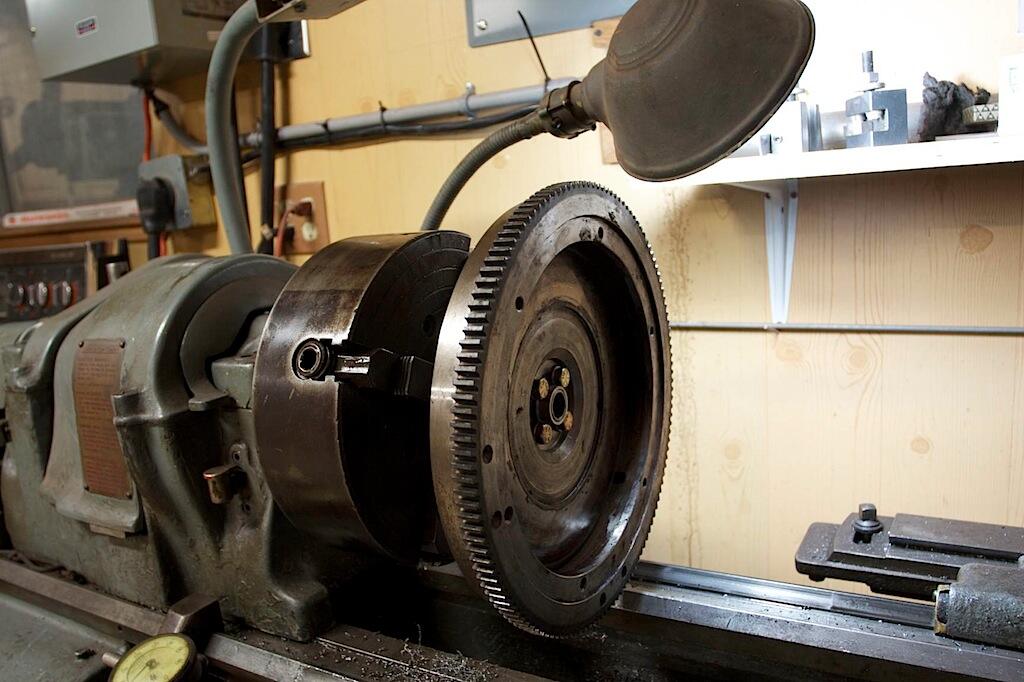
Az HTL diamantvágóeszközei ezen problémákat oldják meg, visszaállítva a lökhajtást tükörhöz hasonló felületre, amely biztosítja a kupplázó egyenletes kapcsolódását és csengetésmentes működést.
A hagyományos lendületkör-felületrajzolás kemencés kők vagy kézi látékokra támaszkodik, amelyeknek jelentős korlátai vannak:
| Gyár | Hagyományos módszerek | HTL Gyémántvágás |
|---|---|---|
| Felszíni legeresés (Ra) | 1,6–3,2 µm (érzékeny a mikrogörbékkel szemben) | ≤0,4 µm (ultra-puhák, ideális nyomós lemezekre) |
| Pontosság | ±0,1 mm (félrejárható felületek kockázata) | ±0,01 mm (lézer-irányított pontosság) |
| Sebesség | 2–3 óra lendületkörönként | 30–45 perc (automatizált folyamat) |
| Eszköz élettartam | Gyakori cserére van szükség a kihasználódás miatt | A diamantosz felületű eszközök 10-szer annyira tartanak. |
HTL diamantvágó gépei használják alakítható eszközútak és valós idejű rezgés-dämpfangot a vágás során bekövetkező csengés megszüntetésére, ami egy kritikus fejlődés az régebbi módszerekkel szemben.
Az HTL technológiája összevonja a repülészeti mérnöki tudományokat a felhasználóbarát automatizációval:
Felszín Felderítés : Egy 3D laser skennel térképezik a flywheel deformációját és auszertartását.
Dinamikus Eszközszabályozás : A gép valós időben igazítja a vágás mélységét és sebességét az irracionális tényezők kompenzálására.
Rezgés-ellenes irányítás : Aktív dämpfőrendszerek nyomják vissza a feldolgozás során fellépő rezgéseket, megakadályozva a másodlagos felületi kártyát.
Végleges pólezés : Gyémántfejű végleges áthaladás elér egy Ra ≤ 0,4 µm-ös felületet, ami kulcsfontosságú a sima tartalékok működéséhez.
1. Ellenőrizze és Tisztítsa
Ellenőrizze a törések vagy súlyos deformációk megjelenését (maximális tolerancia: 0,05 mm 150 mm hosszon).
Tisztítsa le a tartaléket olaj és szemét eltávolítására.
2. Rögzítés HTL gépen
Rögzítse a tartaléket az HTL vakuum-rögzítő rendszerével minimális rugalmassággal.
3. Automatikus újrafelületessítés
A gép anyagot távolít el 0,05 mm-es növekményekben, prioritást adva a nagyobb auszerekenységgel járó területeknek.
A hűtőcsapok megakadályozzák a hőgyűlését, így fenntartják a vállalati integritást.
4. Ellenőrzés a műszaki feldolgozás után
Használjon felületi profilometert az Ra ≤ 0,4 µm és a párhuzamosság 0,01 mm belüli megerősítéséhez.
5. Gyüjtés és Tesztelés
Telepítse a lógóját és a csatolót, majd úton próbálja ki a zúgásmentes működés érdekében.
Egy flotta karbantartási műhely jelentette, hogy 40%-ukban előfordul a csatolózúgás a teherautókban 200 000 km után. Az HTL diamantvágás alkalmazása után:
A zúgás visszatérésének aránya 2%-ra csökkent 12 hónapon belül.
A csatoló élettartama 30%-kal nőtt a csillapított frikciófelületi摩er miatt.
A munkaadás csökkent 50%-kal flywheel-javításonként.
Anyag integritás : A gyémántos vágás kevesebb hőt termel, elkerülve a felületi keményedést.
Hatékonyság : Automatizált folyamatok csökkentik az emberi hibákat és a leállást.
Fenntarthatóság : Hosszabb eszközélettartam és kevesebb hulladék az ökológiai gyakorlatoknak felel meg.
A flywheel újrafelszínezése nemcsak javítás – teljesítménynövelés. Az HTL gyémánt-vágóeszközei kiküszöbölik a klutch zörögését, meghosszabbítják a komponensek élettartamát, és új standardot állítanak az autóipari pontosság terén.
Frissítse műhelyét az HTL gyémánt-vágórendszerrel. [Kapcsolat] ingyenes konzultáció vagy demóért!
K: Menthetők-e súlyosan deformált lendületek?
V: Igen, ha a anyag eltávolítása az gyári határokon belül marad (tipikusan ≤1,0 mm összesen).
K: Milyen gyakran kell újra felületesíteni a lendületeket?
V: Kuplung cseréje közben vagy ha zajt okozó tünetek jelentkeznek.
K: Hatásuk van-e az újrafeldolgozásra a lendület egyensúlyára?
V: Az HTL gépei dinamikus egyensúlyozási ellenőrzéseket tartalmaznak, hogy ±1 g·cm toleranciát biztosítson.
A diamteres vágási technológia integrálásával a műhelyek kuplung-javításokból ismétlődő költségzetes tévénnyé tehetik a versenyelőnyt. 🚗🔧✨

Hangzhou Hongtu Mechanikai Kft.: Úttörők az autóiparban, magas minőségű eszközökkel rendelkező globális autójavítási feladatokat biztosítanak 2013 óta.
12 Család, 13. Csoport, Zhabei Község, Hangzhou, Zhejiang, Kína
Copyright © Hangzhou Hongtu Machinery Equipment Co., Ltd. Minden jog fenntartva - Adatvédelmi irányelvek


