

Clutch-hymy – rytmisesti värinää tai värinöidiä kytkennän aikana – usein johtuu liukkuvyöhykkeen kitkupinnan epäsäännöllisyyksistä. Nämä puutteet, kuten muodostuminen, raivous tai termiset kuumaalueet, häiritsevät tasaisetta yhteyttä liukkuvyöhykkeen ja clutch-levyn välillä, aiheuttavat epätasaisen painojakauman ja värinöiden. Yleisiä syitä ovat:
Termistressi : Toistuvat clutch-liukuista tuottaa lämpöä, joka muodostaa liukkuvyöhykkeen pinnan.
Kaukopuhelinkuoren kulumus : Saasteet, kuten hiekka tai metallipartikkelit, uppoavat kitkupintaan, luovat kaaria.
Virheellinen mäkiminen : Huonoja uudelleenselvitystechniikoita jätetään mikro-kohdat tai epätasainen materiaalin poisto.
HTL:n timanttikatkaisutoiminnot ratkaisevat nämä ongelmat palauttamalla liukkuvyöhykkeen peilikuin loppuunsa, varmistaen tasainen clutch-kytkentä ja hymyn poistaminen.
Perinteinen lyöntivalkojen uudelleenpintaaminen perustuu jyrsimäreihin tai manuaalisiin tornoille, joilla on merkittäviä rajoituksia:
| Tehta | Perinteiset Menetelmät | HTL Diamond Cutting |
|---|---|---|
| Pinta-ehdot (Ra) | 1,6–3,2 µm (alttiina mikrokuurkille) | ≤0,4 µm (erittäin sileä, ihanteellinen kaukokiekkojen käyttöön) |
| Tarkkuus | ±0,1 mm (epätasaisuuden riski) | ±0,01 mm (laserohjattu tarkkuus) |
| Nopeus | 2–3 tuntia jokaiselle lyöntivalkojelle | 30–45 minuuttia (automaattinen prosessi) |
| Työkalun kestovuus | Usein korvattava kuluneen takia | Timanttitaitetyt työkalut kestävät 10 kertaa kauemmin |
HTL:n timanttileikkaussa käytetään mukautuvat työkalupolut ja todellisuudessa tapahtuvaa värinäenheittämistä poistaakseen leikkausaikaisen hörppelyn, mikä on ratkaiseva edistys vanhojen menetelmien suhteen.
HTL:n teknologia yhdistää ilmailuteollisuuden luokan insinöörimmenetelmät käyttäjäystävälliseen automaatioon:
Pintaskannerointi 3D-laseriskanneri karttoo lyömöpyörän kaareutumisen ja kuluneisuusmallit.
Dynaminen työkalun säätö kone säätää leikkaussyvyyden ja nopeuden todellisuudessa korvaakseen epäsäännöllisyydet.
Värinäenhallinta : Aktiiviset vaimentusjärjestelmät supistavat moottorin värinnyt, estäen toisen asteen pinnan vaurioiden muodostumisen.
Lopullinen höyryttäminen : Hopekupitettu loppuhöyrytys saavuttaa Rz ≤ 0,4 µm pintaa, mikä on ratkaisevaa sujuvan kaukolinken toiminnalle.
1. Tarkista ja puhdista
Tarkista hajonnot tai vakava venymä (suurin sallittu venymä: 0,05 mm 150 mm:n pituudella).
Poista öljy ja saasteet voimaloiden degraseeraamalla.
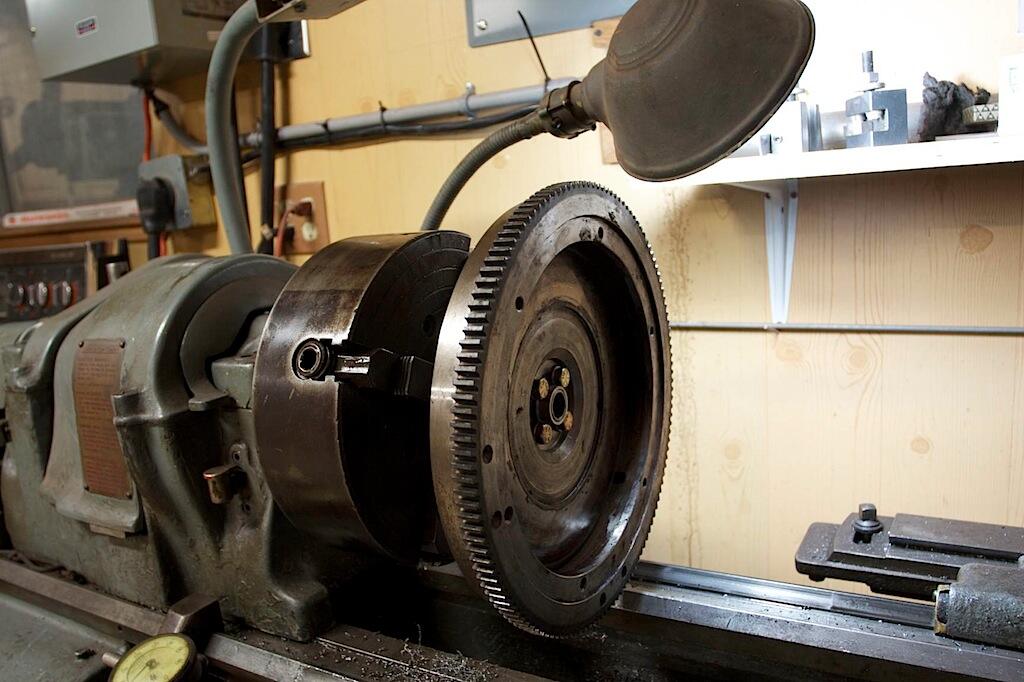
2. Asenna HTL-koneeseen
Kiinnitä voimaloita HTL:n vakuumsisäistysemällä vähentääksesi joustoa.
3. Automatisoitu uudelleenhöyryttäminen
Kone poistaa materiaalia 0,05 mm askelin, keskittyen eniten käytettyihin alueisiin.
Jäähdytysvirtaukset estävät lämpötilan nousun, säilyttäen metallin rakenteellisen kokonaisuuden.
4. Lopputarkastus
Käytä pinnan profiilimittaria vahvistaaksesi, että Ra ≤ 0,4 µm ja rinnakkaisuus on 0,01 mm sisällä.
5. Kokoonnuta ja testaa
Asenna ajorata ja voimansiirtoasema, ja tee tiekoe varmistaaksesi, että toiminta on ilman hörhötystä.
Fleetin huoltotyöskentelyilmoitti, että 40 % kamioista oli voimansiirtohörhötys 200 000 km:n jälkeen. HTL-diamondiviennoton käyttöönoton jälkeen:
Hörhötyksen toistuminen laski 2 %: iin 12 kuukauden kuluessa.
Voimansiirtoelimen elinikä kasvoi 30 % kiinteän kitka-alueen kuluneen vähentyessä.
Työvoimakustannukset laskeneet 50 % joka flywheelin korjaus.
Vaatimuksellinen nuhteettomuus : Diamanttihakku tuottaa vähemmän lämpöä, jolloin pinnan koventuminen vältetään.
Tehokkuus : Automatisoidut prosessit vähentävät ihmisen virheitä ja pysäytystilaa.
Kestävyys : Pitempi työkalun elinajan ja vähemmän jätettä sovittuu ekoystävällisiin käytäntöihin.
Flywheelin uudelleenpintaaminen ei ole vain korjaus – se on suorituskyvyn parannus. HTL:n diamanttihakut työkalut poistavat kluchin höyrytyksen, pidennättävät komponentin elinajaa ja asettavat uuden standardin autonkonepitoisessa tarkkuudessa.
Päivitä työtilasi HTL:n diamanttihakusysteemeilla. [Ota yhteyttä] ilmaiseksi neuvonnaksi tai demoksi!
K: Voidaanko vakavasti muodostuneet flywheelit pelastaa?
K: Kyllä, jos materiaalin poisto pysyy OEM-rajojen sisällä (yleensä ≤1,0 mm kokonaismäärä).
K: Kuinka usein voltti tulisi uudelleenpintailla?
K: Kun kaukupisteen vaihdetaan tai jos ilmenee höyryilmiöitä.
K: Vaikuttaako uudelleenpintaus volttien tasapainoon?
K: HTL:n koneet sisältävät dynaamiset tasapainotarkastukset varmistaakseen ±1 g·cm tarkkuuden.
Integroimalla timanttileikkuri-tekniikan työverkostot voivat muuntaa kaukupisteiden korjaamiset toistuvasta kustannuksesta kilpailuetuudeksi. 🚗🔧✨

Hangzhou Hongtu Machinery Co., Ltd: edelläkävijä autoteollisuudessa, joka on toimittanut laadukkaita työkaluja maailmanlaajuisille autojen korjaustoimille vuodesta 2013.
12 perhettä, Ryhmä 13, Zhabei-kylä, Hangzhou, Zhejiang, Kiina
Copyright © Hangzhou Hongtu Machinery Equipment Co., Ltd. Kaikki oikeudet varattuina - Tietosuojakäytäntö


