

Klatsu murd – rütmitu torkamine või vibratsioon sisenemise ajal – pärineb sageli lööke kitlustuspinnast olevatest ebamäärastetest. Need puudused, nagu kallutus, kraaterdamine või termilised soojuspunktid, häirivad tasakaalust kontakti lööke ja klatsu plaagi vahel, põhjustades ebamugava pressimisjaotuse ja vibratsioonide. Levinud põhjused sisaldavad:
Termilist stressi korduv klatsu libises toodab sooja, mis kallutab lööke pinda.
Abrasiivne aus saastikud nagu riide või metallipartiklid siduneksevad kitsustumispinna sees, loovad kaared.
Vale mehaaniline töötlemine madalamad resurfaasimismeetodid jätavad mikro-ebamäärased või ebavõrdsed materjaliekspordid.
HTLi diametrikatsetööriistad lahendavad need probleemid taastades lööke peegelpinna, tagades ühtse klatsu sisenemise ja murdu eemaldamise.
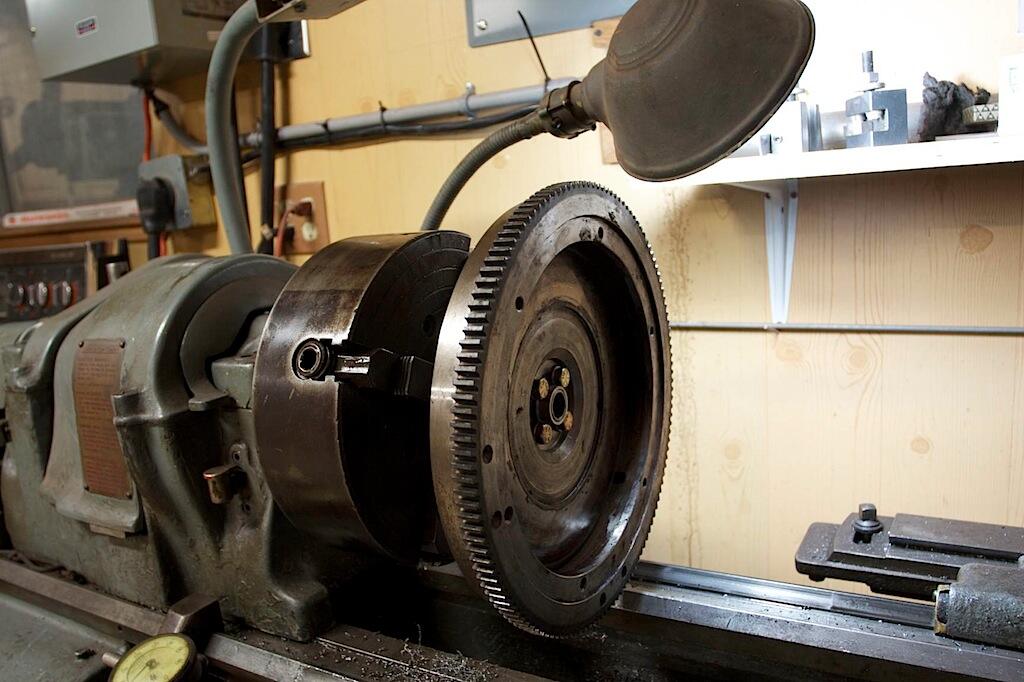
Tavaline lendepunkhi uuesti pinnistamine sõltub kivipinna või käe latsides, mis on olulisi piiranguid kaasas:
| Faktor | Traditsioonilised meetodid | HTL Diamoonilõikamine |
|---|---|---|
| Pindlõige (Ra) | 1,6–3,2 µm (nõrgeneb mikrogroovide tõttu) | ≤0.4 µm (ülemalt lihtne, ideaalne klütseraamteliteks) |
| Täpsus | ±0.1 mm (ebavõrdsuste oht) | ±0.01 mm (laserijuhtimata täpsus) |
| Kiirus | 2–3 tundi iga lendepunkhi kohta | 30–45 minutit (automaatne protsess) |
| Tööriista kestvus | Sagedane asendamine kulutuse tõttu | Raudkoverte kaevatud tööriistad kestavad 10 korda kauem |
HTL diamantkaevamiskonstruktioonid kasutavad adaptiivsed töövood ja reaalajas vibratsiooni vähendamist et eemaldada kaevamise ajal rännak, mis on oluline edusamm vanema meetodite suhtes.
HTL tehnoloogia ühendab kosmoseainete inseneritingimused lihtsa kasutajaliidese automaatikaga:
Pindskannimine : 3D lazereskanner kartografeerib flügelrata häkitust ja ausuusteriisti.
Dünaamiline tööriista kohandamine : Seade kohandab kaevamiskaugust ja kiirust reaalajas, et kompenseerida ebaregulaarsusi.
Vibratsioonikontroll : Aktiivsed dämpimissüsteemid vajavad töötlemise vibratsioone, ennetades teiste pindade kahjustust.
Lõpppolüve : Nibukilpsetega lõpptöötus saavutab Ra ≤ 0,4 µm pindu, mis on oluline puhkse klatsu töötamiseks.
1. Kontrolli ja puhasta
Kontrolli sprakkide või tugeva muutumise eest (maksimaaltolerans: 0,05 mm 150 mm pikkusega ulatuses).
Puhasta voli ööl ja kaaslase eemaldamiseks.
2. Seadista HTL seadmesse
Kiilesta voli HTL vakuumklampisüsteemi abil, et minimeerida paindumist.
3. Automaatne uuesti polüvimine
Seade eemaldab materjali 0,05 mm suurusedes jupedes, prioriteediks oleks kõrgemat kulutust näitavad alad.
Jahutusvoodi ehk jahutusjuuksed takistavad külmepikkumise kogunemist, säilitades metallurgilist terviklikkust.
4. Lõppkontroll pärast töötlemist
Kasutage pinnaprofiliomeetrit, et kinnitada Ra ≤ 0,4 µm ja paralleelsus 0,01 mm piires.
5. Kokkupanemine ja test
Paigaldage lendur koos klippiassambleegiga ning teostage teeprööf ilma vibratsioonita töötamise kontrollimiseks.
Fleeti hooldusateliir raportis, et nende kaubaveokite 40% ilmus klippivibratsioon pärast 200 000 km. HTL diamanadega lõikamise kasutuselevõtmisel:
Vibratsiooni tagasipöörde langus 2%-ni 12 kuusel jooksul.
Klippi eluiga suurenes 30%- võrra tänu vähendatud kitsemispindade auskusele.
Tööpanused vähenevad 50%. iga õlikerbi parandamisel.
Materjali tervis : Briljantlõigmine toodab vähem külmust, vältides pinnase kaskendumist.
Toimivus : Automaatsete protsessidega väheneb inimlik viga ja töökatkeste arv.
Jätkusuutlikkus : Pikkem tööriistade eluiga ja madalam prügikogus vastavad keskkonnasõbralikele praktikatele.
Õlikerbi uuesti pindlustamine ei ole lihtsalt parandus – see on jõudluse uuendamine. HTL briljantlõikusrüüstus vabanub klatsu rännakutest, pikendab komponendi eluiga ja seadob täpsuse uue standardi autotööstuses.
Uuendage oma töökonda HTL briljantlõikusüsteemidega. [Kontakt] tasuta konsultatsiooni või demoga!
Q: Kas tõsiselt kallunud lendepilve saab taastada?
A: Jah, kui materjali eemaldamine jääb tootja piirides (tavaliselt ≤1,0 mm kokku).
Q: Kui tihti peaks lendepilve uuesti pindama?
A: Klubi asendamisel või kui tekivad vibratsiooniprobleemid.
Q: Kas uuestpindamine mõjutab lendepilve kaalustust?
A: HTL'i masinad sisaldavad dünaamilisi kaalustuskontrolli, et tagada ±1 g·cm tolerants.
Diamantlõigu tehnoloogia integreerimise abil saavad tööväljad muuta klubi parandusest kasutuskuludeks jaoks konkurentsieeliseks. 🚗🔧✨

Hangzhou Hongtu Machinery Co., Ltd: Ettevõte, mis on pionieerid autotööstuses, pakub kvaliteetseid tööriistu globaalsele autoremonti jaoks alates 2013. aastast.
12 kodudes, rühm 13, Zhabei küla, Hangzhou, Zhejiang, Hiina
Autoriõigus © Hangzhou Hongtu Masinavara Co., Ltd. Kõik õigused kaitstud - Privaatsuspoliitika


