

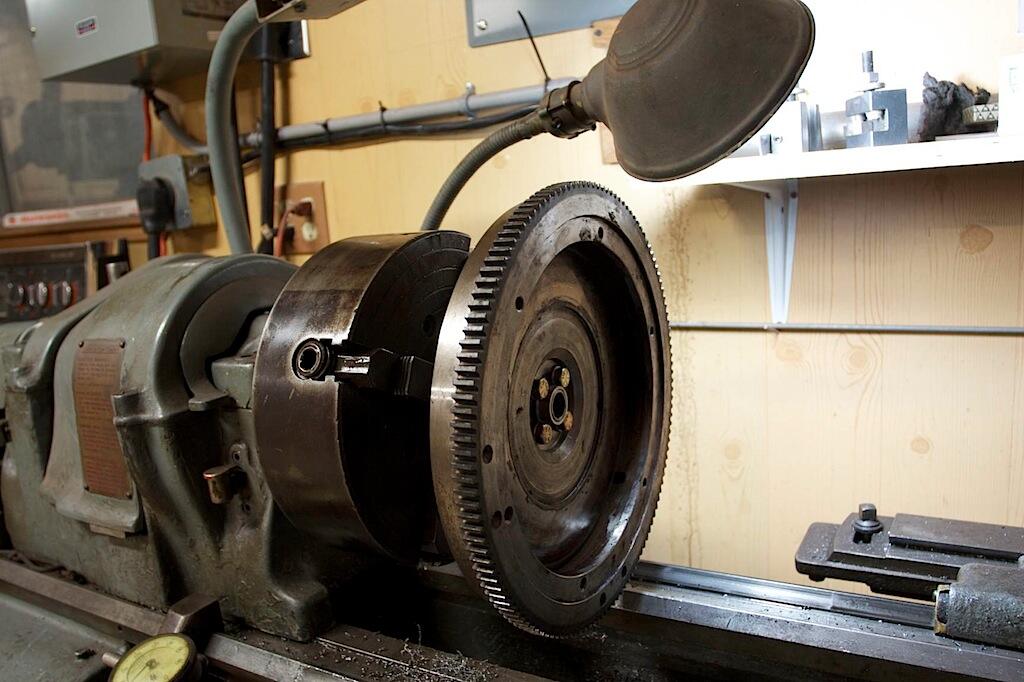
Трептеж при клатчето – ритмично тресене или вибрации по време на съединяването, често произлиза от неравнини на триената повърхност на масата за инерция. Тези дефекти, като искривяване, цапки или термични горещи точки, нарушават равномерния контакт между масата за инерция и диска на клатчето, причинявайки неравномерно разпределение на налягането и вибрации. Общи причини включват:
Термен стрес : Повтарящото се скъсване на клатчето генерира топлина, която искривява повърхността на масата за инерция.
Абразивно износване : Загадения, като прах или метални частици, се забиват в триената повърхност, създавайки борозди.
Неправилна обработка : Подходящите техники за обновяване оставят микро-неравнини или неравномерно премахване на материал.
Алмазните резачки на HTL решават тези проблеми, връщайки масата за инерция до зеркален завършетък, което гарантира равномерно съединяване на клатчето и избиваме трептеж.
Традиционното оправяне на маса зависи от шлифувални камъни или ръчни токари, които имат значителни ограничения:
| Фaktор | Традиционни методи | HTL Diamond Cutting |
|---|---|---|
| Повърхностна обработка (Ra) | 1.6–3.2 мкм (подложна на микрогрени) | ≤0.4 µm (супергладко, идеално за дискове на клатчето) |
| Пределна точност | ±0.1 мм (риска за неравномерни повърхности) | ±0.01 мм (точност с лазерно насочване) |
| Скорост | 2–3 часа за всяка маса | 30–45 минути (автоматизиран процес) |
| Дълговечност на инструмента | Честа замяна поради износ | Инструменти с диамантено покритие продължават 10 пъти по-дълго |
Диамантните режещи машини на HTL използват адаптивни траектории и реално време за гасене на вибрациите за да eliminirат трептежа по време на обработката, критичен напредък спрямо по-старите методи.
Технологията на HTL комбинира авиационно-космическото инженерство с потребителска автоматизация:
Скануване на повърхност 3D лазерен сканер картира деформациите и износите на летвата.
Динамична корекция на инструмента машината коригира дълбочината и скоростта на резане в реално време, за да компенсира нерегулярностите.
Контрол на вибрациите : Активните системи за гасене на вибрациите подтискаят вибрациите при обработката, предотвратявайки вторични повреди на повърхността.
Крайно полирване : Полирващ премин с алмазна насока постига повърхност с Ra ≤ 0,4 µm, критична за гладка работа на клатчето.
1. Преглед и чистка
Проверете за тресове или силно искривяване (максимална толеранса: 0,05 мм над дължина от 150 мм).
Деширокерайте летяста за премахване на масло и смърдове.
2. Монтиране на HTL машина
Закрепете летяста чрез вакуумна система за закрепление на HTL, за да се минимизира флекса.
3. Автоматизирано повторно обезличаване
Машина премахва материал в инкременти от 0,05 мм, приоритизирайки зоните с висок износ.
Потоци охлаждаща течност предотвратяват накъпване на топлина, запазвайки метюрната целост.
4. Проверка след обработката
Използвайте профилометър за повърхността, за да потвърдите Ra ≤ 0.4 µm и паралелност в рамките на 0.01 mm.
5. Монтиране и Тестване
Монтирайте летялото и сблъсъчващият механизъм, след това проведете пътен тест без шумови проблеми.
АTELIER за поддръжка на флота докладва за шум при сблъсъчващите в 40% от техните камioni след 200,000 км. След прилагането на алмазно резене от HTL:
Възникването на шум намаля до 2% в рамките на 12 месеца.
Животната способност на сблъсъчващия се увеличи с 30% поради намалено изнасяне на триящата повърхност.
Загубите за работа намалеха с 50% за поправка на всеки въртак.
Материална почтеност : Алмазно рязане произвежда по-малко топлина, избягвайки утвърдяването на повърхността.
Ефективност : Автоматизирани процеси намаляват човешката грешка и спирачките.
УСТОЙЧИВОСТ : По-дългият срок на служба на инструментите и намаленото отпадливо се съобразяват с екологичните практики.
Обновяването на въртака не е само поправка - това е усилване на производителността. Алмазните режещи инструменти на HTL eliminirat трептенето на клатчето, продължават живота на компонентите и задават нов стандарт за прецизност в автомобилната машинопостроителна индустрия.
Усъвършенствайте вашия аTELIER с алмазни режущи системи на HTL. [Свържете се с нас] за безплатна консултация или демонстрация!
В: Могат ли сериозно деформираните въртаци да бъдат възстановени?
Отг.: Да, ако премахването на материал остане в рамките на производителя (обикновено ≤1.0 мм общо).
Въпрос: Колко често трябва да се изравняват масивните дискове?
Отг.: Пресмяна на сцеплението или ако възникнат симптоми на трептение.
Въпрос: Влия ли изравняването върху баланса на масивния диск?
Отг.: Машините на HTL включват проверки за динамично балансиране, за да се гарантира толеранс ±1 г·см.
Чрез интегриране на технологията за резене с диамант, ателиета могат да преобразуват ремонта на сцепления от повторителна разходка в конкурентно предимство. 🚗🔧✨

Hangzhou Hongtu Machinery Co., Ltd: пионери в автомобилната индустрия, доставящи висококачествени инструменти за глобални задачи по ремонт на автомобили от 2013 г.
12 семейства, Група 13, село Жабей, Ханчжоу, провинция Чжежiang, Китай
Всички права запазени © Hangzhou Hongtu Machinery Equipment Co., Ltd. - Политика за поверителност


